Расточка цилиндра на дому
Содержание:
- ФОРМУЛА ИЗОБРЕТЕНИЯ
- Как выгодно обменять авто с пробегом
- Расточка — цилиндр
- Как провести расточку своими руками
- Выступы седел клапанов
- Для чего нужна расточка блока цилиндров?
- Расточка цилиндров – что важно знать?
- Народные способы
- Несколько слов о хонинговании
- Для чего делается
- Зачем нужно растачивать блок цилиндров
- Способы самостоятельной расточки блока
- Технологический процесс расточки
ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Способ восстановления постелей коренных подшипников блока цилиндров двигателя внутреннего сгорания, включающий обработку площадок плоскостей разъема крышек коренных подшипников блока цилиндров и установку в постелях блока цилиндров инструмента для обработки постелей коренных подшипников блока цилиндров, отличающийся тем, что обработку площадок плоскостей разъема крышек коренных подшипников блока цилиндров осуществляют притиркой до выведения следов износа переносным плоским притиром, перекрывающим по длине не менее двух площадок плоскости разъема коренных подшипников блока цилиндров, затем замеряют эллипс постелей для каждого коренного подшипника блока цилиндров и укладывают в постели блока цилиндров инструмент для ее обработки, выполненный в виде цилиндрического нерегулируемого притира, на поверхность которого предварительно нанесена притирочная паста, устанавливают крышки коренных подшипников блока цилиндров, на площадке плоскости разъема которых с блоком цилиндров располагают прокладки, суммарная толщина которых равна величине эллипса постели для каждого коренного подшипника блока цилиндров, осуществляют прижим крышек коренных подшипников блока цилиндров посредством пружин, одетых на болты крышек коренных подшипников блока цилиндров, придают цилиндрическому нерегулируемому притиру вращательное возвратно-поступательное движение, поджимая его в процессе притирки к крышкам коренных подшипников блока цилиндров и снимают прокладки по мере смыкания крышек коренных подшипников блока цилиндров до полного их смыкания, причем притирку постелей коренных подшипников ведут при горизонтальном положении блока цилиндров, когда постели блока цилиндров обращены вниз, при этом диаметр цилиндрического нерегулируемого притира определяют по формуле: Дпр=Дном — Пмин /1000, где Дпр — диаметр цилиндрического нерегулируемого притира, мм; Дном — номинальный диаметр постели коренных подшипников блока цилиндров, мм; Пмин — минимальная зернистость применяемой притирочной пасты, мкм.
2. Способ по п.1, отличающийся тем, что притирку постелей коренных подшипников блока цилиндров ведут с поворотом блока цилиндров на 180°, прижимая цилиндрический нерегулируемый притир к постелям блока цилиндров.
Как выгодно обменять авто с пробегом








Юридическое сопровождение сделки: клиент заключает нотариально заверенный договор и при необходимости может воспользоваться кредитными услугами банка-партнера автосалона;
Оперативность услуги: клиенту не нужно искать покупателей для своего ТС, он лишен необходимости улаживать вопросы с ГАИ или банком. Перечисленные функции — задача автоцентра.
Читайте тут! Регулировка карбюратора своими руками

Таким образом при минимальном наличии документов возможно купить автомобиль улучшенной комплектации в течение от одного до трех дней. Услуга обмена авто с пробегом дает возможность регулярно менять автопарк владельца, приобретая его лучшие модели.

Расточка — цилиндр
Расточка блока цилиндров. Зачем нужно двигателю и можно ли сделать своими руками подробное видео Расточка цилиндров длиной до 1 м может производиться на токарных станках; цилиндры длиной больше 1 м растачиваются на расточных станках. Чистовая отделка обычно выполняется разверткой, укрепленной на борштанге. Практикуется также полирование цилиндров наждачной бумагой, навернутой на деревянную оправку. Диаметр оправки регулируют клином, вколачиваемым в ее торец.
| Кольцевой штихмас. |
Расточка цилиндра должна полностью снять задиры и следы выработки на поверхности цилиндрового зеркала.
Расточка цилиндра вызывает необходимость замены поршня и поршневых колец под новый диаметр цилиндра.
Расточка цилиндров может быть произведена на токарных станках при длине до 1 м, при большей длине — на расточных станках. Чистовая отделка цилиндров производится обычно разверткой, укрепленной на борштанге.
| Допустимый взнос цилиндров. |
Расточка цилиндров допускается в тех случаях, когда его диаметр после расточки не будет превышать 2 % нормального размера, или 50 мм, а также тогда, когда уменьшение толщины стенки после расточки не превысит 1 / 12 ее номинальной толщины.
Расточка цилиндров любым приспособлением должна производиться резцами из быстрорежущей стали или ее заменителей. Скорость резания должна быть в пределах 15 — 25 м / мин, подача резца 0 1 — 0 2 мм на один оборот бортштанги.
Расточка цилиндра производится резцом 12, установку которого в головке шпинделя 13 на нужный размер производят по микрометру.
Расточка цилиндра вызывает необходимость замены поршня и поршневых колец под новый диаметр цилиндра.
Расточка цилиндра должна быть произведена по его первоначальной оси. Для этого необходимо с большой точностью устанавливать расточный вал, чтобы его ось совпадала с осью нерабочих обработанных частей цилиндра.
Расточка цилиндра вызывает необходимость замены поршня и поршневых колец под новый диаметр цилиндра.
| Основные рабочие поверх-ностп цилиндра штамповочного молота. / — нижняя плоскость. 2 — расточка под нижнюю крышку. 3 — торцовая поверхность расточки под нижнюю крышку. 4 — смазочное отверстие. 5 — отверстия для болтов крепления цилиндра. 6 — расточка под гильзу дросселя. — расточка под гильзу золотника. S — гильза цилиндра. 9 — отверстия для болтов крепления верхней крышки. 10 — канавка уплотнения. 11 — конусная часть гильзы ( для ввода поршневых колец. is — верхняя несрабатывающаяся часть гильзы. 13 — торцовая плоскость цилиндра. |
Расточка цилиндра должна иметь строго цилиндрическую форму; допускается овальность не больше 0 2 мм, конусность не больше 0 3 мм на 1000 мм длины.
Расточка цилиндров на месте эксплуатации затруднительна, так как требует специального станочного оборудования.
Как провести расточку своими руками
В домашних условиях проводить капитальный ремонт двигателя можно, только если у вас есть такой станок. Ни один другой инструмент не даст такой точности. Кроме того, есть множество нюансов, которые стоит учитывать. Например, строго параллельная установка двигателя на станине (роль которой может играть обычный стол) и станка. При малейшем несоответствии, которое даже незаметно невооружённым взглядом, расточка блока цилиндров не принесёт ожидаемого результата: ресурс будет увеличен не на 99%, а едва ли на 50, так что спустя непродолжительное время снова потребуется «капиталка». Это нецелесообразно и глупо, так что будем стараться по возможности избежать подобных ошибок.
Кроме того, важный момент расточки блока цилиндров своими руками — устранение конусности цилиндра. Если ход поршня был неровным, цилиндр утратит свою форму, и если это не исправить, то капитальный ремонт будет незавершённым и не принесёт никакого результата.
Итак, для начала — калибровка станка. Её процедура зависит от конкретной модели, но, по сути, это банальная проверка деталей на плотность установки и ход. После этого — установка двигателя. Ну, и главный этап — собственно, расточка цилиндров. Если говорить откровенно, процесс не самый сложный и полностью зависит от оборудования, но даже тут есть место человеческому фактору, так что нужно быть очень внимательным. Вал шпинделя с фрезой, выставленной под нужный размер, опускается в отверстие цилиндра и, вращаясь, выравнивает под одинаковый диаметр. Новые станки управляются компьютером, так что ждём завершения работы программы. Если же станок постарше, управление в нём ручное. Главное — не торопиться. Металл цилиндра очень плотный, и его не получится выровнять за 1–2 прохода.
Последний этап — хонинговка. Говоря простым языком, это полировка поверхности стенок цилиндра; с помощью шлифовального инструмента мастер добивается идеально ровного и круглого отверстия
Хонинговка важна, обойтись без неё, конечно, можно, но не стоит экономить на такой важной детали, как двигатель машины
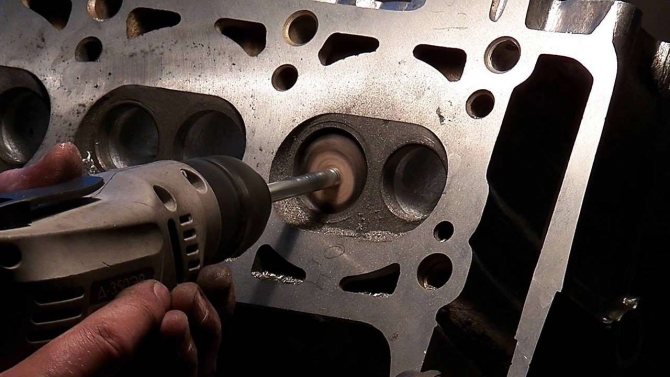
Выступы седел клапанов
При установке седел клапанов в головку блока образуются уступы во впускных и выпускных каналах, из за несовершенства самой отливки и прямых цилиндрических форм седел. Места сопряжений стоковых деталей, обычно никак не обрабатываются. Даже если заводом предусмотрена обработка мест стыковки седел клапанов и головки блока, выполнена она посредственно с образованием новых уступов, так как обработка предусматривает лишь прохождение фрезой, что не дает необходимого качества при обработке сложных, изогнутых поверхностей. Сглаживание мест сопряжения тела головки блока с седлами клапанов, дает очень хорошие результаты, в плане уменьшения сопротивления потоку и как следствие повышения наполнения цилиндров двигателя.
Для чего нужна расточка блока цилиндров?
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.
Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
Расточка цилиндров – что важно знать?
Двигатель внутреннего сгорания – «сердце» автомобиля. От его состояния зависят потребительские качества
Часто первое, на что обращает внимание покупатель, это состояние мотора. Поршневая группа имеет определенный ресурс, по достижении которого необходим капитальный ремонт, либо ее замена
Срок службы сильно зависит от используемых горюче – смазочных материалов, условий эксплуатации, стиля езды. Суррогатное масло способно убить мотор за 10 000 км.
И напротив, бензиновый двигатель при должном обращении может пройти до 300 000 километров без капитального ремонта.
Расточка требуется в двух случаях:
- Форсирование мотора.
- Ремонт блока, при котором требуется восстановить геометрию цилиндров, либо устранить задиры на его стенках.
Повысить мощность можно разными способами. Для этого увеличивают степень сжатия, устанавливают турбокомпрессор, повышают максимальные обороты.
Если эти меры не обеспечивают достаточного повышения мощности, увеличивают рабочий объем. Для этого прибегают к расточке.
По мере износа цилиндр вместо правильной формы приобретает вид овала.
Зазор между стенками цилиндров и поршневыми кольцами становятся неравномерным по ходу поршня.
Вылечить такую «болезнь» можно расточкой,
если позволяет толщина стенок и материал, из которого изготовлен блок. В противном случае необходима замена двигателя.
До недавнего времени подавляющее большинство моторов имело чугунный блок. Чугун прочен, термостоек, блоки из него отличаются ремонтопригодностью.
Технический прогресс, направленный на уменьшение массы двигателей, привел к массовому применению алюминия. Этот материал не обладает прочностью чугуна.
Для повышения износостойкости на стенки цилиндров напыляют кремний, или другой материал. Блоки с тонким слоем такого покрытия, как правило, расточке не подлежат. Толщина стенок не позволяет установить гильзы – вставки в цилиндр
, изготовленные из материалов с высокой прочностью.
Последовательность действий при расточке такова:
- Тщательно отмытый от масла и отложений блок устанавливается на станину фрезерного станка.
Блок должен быть ориентирован в строго горизонтальном положении при помощи уровня. Резец должен быть направлен параллельно вертикальной оси цилиндра;
- Резцом нужного диаметра поочередно растачивают стенки цилиндров до заданного размера;
- Производится хонингование, то есть шлифовка поверхности до нужной степени абразивности. Это необходимо для уменьшения трения и удержания масла на стенках цилиндров в процессе эксплуатации.
Процедура расточки проста, но требует высокой квалификации исполнителя. Необходимо тщательное соблюдение всех зазоров допусков, качественная финишная обработка поверхности.
Это прямо влияет на ресурс отремонтированного двигателя.
Источник
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
https://youtube.com/watch?v=0KCUO0E9_vk
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Несколько слов о хонинговании
Некоторые владельцы авто, разбирающиеся в свойствах металла, после расточки и шлифовки выполняют хонингование внутренней поверхности. Этот вид обработки включает прохождение по внутренней поверхности цилиндров специальным роликом, который уплотняет поверхность и оставляет сетчатый след. Благодаря такой обработке повышается механическая износостойкость металла, а соответственно – увеличивается ресурс мотора.

Современные мастерские предлагают в качестве ремонтных услуг такие методики обработки, как дохонингование, платохонингование, которые выравнивают профиль существующей сетки, что влечёт за собой уменьшение периода обкатки.
Такие работы, как расточка, шлифовка и хонингование требуют квалифицированного подхода, а также использования профессионального оборудования. Поэтому, если возникает потребность в проведении этих работ, нужно обращаться только в специализированные мастерские, а не пытаться самостоятельно увеличить размер цилиндров, а затем шлифовать их, используя нестандартные методы обработки.
Для чего делается
Как я писал раньше (лет так 20 – 30 назад), основная задача это был ремонт. Стоит отметить, что силовой агрегат и все его основные части испытывают постоянные нагрузки, это – цилиндры, поршни, кольца, коленвал, распределительный вал (валы), клапана, вкладыши и т.д.
Особенно сильные нагрузки у поршня, он трется об цилиндр блока, причем этот процесс повторяется сотни — тысячи раз всего за одну минуту. Здесь идет максимальный износ, металл стенок стачивается, блок начинает терять свою первоначальную круглую форму. Если утрировать он становится — овальный, а не круглый. Прилегание поршней (а именно его колец) к стенкам начинает ухудшаться, соответственно горючая смесь или отработанные газы начинают поступать в картер, а масло наоборот в рабочую камеру – падает мощность, силовой агрегат начинает «жрать масло»! Из глушителя начинает лететь сизый (синеватый) дым. Это первые звоночки.
Раньше не было нормальных масел, зимой они дико густели, летом пригорали, смазывающие способности были низкие — моторы приходилось «капитались» уже через 30 – 50 000 пробега, а грузовые итого чаще. Зимой (как ни странно) агрегаты перегревались, все потому что опять же не было нормальных ТОСОЛОВ или антифризов, лили воду которая замерзала, образовывала пробки тут и до перегрева недалеко, пусть локального, пусть не на долго – НО ЭТОГО ХВАТАЛО.
Сейчас технологии шагнули ДАЛЕКО вперед. Есть различные полусинтетические или синтетические составы, не только масел, но и охлаждающих жидкостей. Поэтому сейчас двигатель ходит долго! Ресурс от ремонтов увеличился в разы, если не в десятки раз.
Конечно через 250 000 (в среднем) километров все равно предстоит ремонт, но просто вдумайтесь какой это пробег! В средних городах редко когда наезжают 15 000 в год, таким образом 250 000 хватит примерно на 15 лет.
Первая причина – как вы догадались ремонт, если есть возможность (про это чуть ниже) овальную форму или задиры внутри цилиндра убирают путем расточки, ставят больше поршни и мотор живет еще долгие тысячи километров.
Вторая причина – это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
Зачем нужно растачивать блок цилиндров
 В настоящее время расточка блока цилиндров делается чаще из желания увеличить мощность двигателя, тогда как раньше к подобным работам приступали чаще с целью ремонта силового агрегата.
В настоящее время расточка блока цилиндров делается чаще из желания увеличить мощность двигателя, тогда как раньше к подобным работам приступали чаще с целью ремонта силового агрегата.
Как известно, в процессе работы все элементы мотора испытывают серьезные нагрузки. Особенно это касается цилиндров и поршней. В процессе работы поршень постоянно трется о стенки цилиндра с огромной скоростью. Несмотря на то, что стенки цилиндров выполнены из прочной стали, она все равно стирается в процессе работы поршней, а сам цилиндр деформируется, переставая быть идеальной округлой формы. Из-за изменения формы цилиндров в сторону овала, ухудшается прилегание поршневых колец, вследствие чего при детонации топливовоздушной смеси отработавшие газы попадают в картер, как и сама горючая смесь. Отсюда сразу начинает снижаться общая мощность двигателя, а мотор начинает активно потреблять масло.
Важно: Основным симптомом, указывающим на «овализацию» цилиндров и попадание отработавших газов в картер, является сизый дым из выхлопной трубы в процессе работы двигателя. Также данный симптом характерен при залегании компрессионных колец
Причиной того, что раньше более часто к расточке блока цилиндров прибегали при необходимости ремонта, а сейчас из-за тюнинга, кроется в шагнувших вперед технологиях. Дело в том, что до конца 1990-х годов сложно было найти в продаже хорошее масло или охлаждающую жидкость. Вернее, они были хороши для тех времен, тогда как сейчас они значительно лучше и сложнее. Каждое моторное масло – это настоящий «склад химии», равно как и охлаждающая жидкость. Различные присадки позволяют значительно продлить жизнь мотора до капитального ремонта. Если раньше капитальный ремонт двигателя, в том числе и расточка блоков цилиндров по причине их «овализации», мог потребоваться уже через 50-60 тысяч пробега, то сейчас современные моторы при правильном уходе за ними достигают подобного износа к 200-250 тысячам километров пробега.
Если проводится расточка блока цилиндров с целью реанимации двигателя, здесь все довольно просто. На специальных станках избавляются от овальной формы цилиндров, стачивая «лишнее». Далее устанавливаются новые поршни большего размера, и после этого можно проехать на автомобиле еще десятки тысяч километров.
 Если же проводится расточка блока цилиндров с целью тюнинга автомобиля, все проходит точно также, но изначально цилиндры имеют правильную форму, соответственно, можно выбрать степень, до которой они будут растачиваться, поскольку здесь нет необходимости избавляться от «овализации». Расточив цилиндры и установив поршни большего размера, можно добиться увеличение мощности. Это происходит, поскольку, чем больше поршень, тем больше топливовоздушной смеси удастся засосать, а чем больше сгорит топлива в процессе работы, тем больше давление при воспламенении на поршень и отсюда возникает увеличение мощности.
Если же проводится расточка блока цилиндров с целью тюнинга автомобиля, все проходит точно также, но изначально цилиндры имеют правильную форму, соответственно, можно выбрать степень, до которой они будут растачиваться, поскольку здесь нет необходимости избавляться от «овализации». Расточив цилиндры и установив поршни большего размера, можно добиться увеличение мощности. Это происходит, поскольку, чем больше поршень, тем больше топливовоздушной смеси удастся засосать, а чем больше сгорит топлива в процессе работы, тем больше давление при воспламенении на поршень и отсюда возникает увеличение мощности.
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень. Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.

Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.