Как шлифовать головку блока цилиндров своими руками
Содержание:
- Прайс-лист
- С нами сотрудничают
- Дефекты гидрокомпенсаторов
- Несколько слов о хонинговании
- Конструкция детали: что входит в ГБЦ
- Как выполнить своими руками правильно
- Причины необходимости шлифовки
- Как выполняется шлифовка головки блока цилиндров
- Народные способы
- В каких случаях необходима шлифовка ГБЦ?
- Шлифовка ГБЦ: зачем, когда и кому необходима?
- Дефекты прокладки ГБЦ
Прайс-лист
Цены действительны с 1 сентября 2021 года
Скачатьпрайс-лист
Работы с ГБЦ (отечественное производство)
|
Наименование услуги |
Ед. изм. |
Легковые, руб. |
Грузов. до 70 кг, руб. |
Грузов. выше 70 кг, руб. |
|---|---|---|---|---|
|
Установка резьбовой втулки |
шт. |
300 руб. |
380 руб. |
470 руб. |
|
Замена свечного отверстия |
шт. |
710 руб. |
1 050 руб. |
1 100 руб. |
|
Замена МСК |
шт. |
65 руб. |
65 руб. |
65 руб. |
|
Замена стаканов форсунок ЯМЗ-238 |
шт. |
— |
660 руб. |
660 руб. |
|
Замена стаканов форсунок ЯМЗ-236 |
шт. |
— |
660 руб. |
660 руб. |
|
Снятие патрубков |
шт. |
150 руб. |
200 руб. |
225 руб. |
|
Шлифовка фаски клапана с очисткой |
шт. |
110 руб. |
130 руб. |
165 руб. |
|
Шлифовка торца клапана |
шт. |
66 руб. |
110 руб. |
110 руб. |
|
Фрезеровка ГБЦ по плоскости с форкамерами |
цил. |
700 руб. |
— |
— |
|
Фрезеровка ГБЦ съем более 0.4 мм |
цил. |
330 руб. |
860 руб. |
860 руб. |
|
Фрезеровка ГБЦ паралл. дизель |
цил. |
250 руб. |
660 руб. |
660 руб. |
|
Фрезеровка ГБЦ паралл. бензин AL |
цил. |
250 руб. |
420 руб. |
550 руб. |
|
Установка форсунок дизеля |
шт. |
110 руб. |
200 руб. |
200 руб. |
|
Установка термоиндикатора |
шт. |
150 руб. |
150 руб. |
150 руб. |
|
Удаление сломанных шпилек |
шт. |
550 руб. |
550 руб. |
550 руб. |
|
Снятие форсунок дизеля |
шт. |
165 руб. |
270 руб. |
300 руб. |
|
Ремонт резьбового отверстия |
шт. |
550 руб. |
880 руб. |
1 100 руб. |
|
Мойка предварительная 5-6 цил. |
шт. |
880 руб. |
990 руб. |
1 100 руб. |
|
Мойка предварительная 3-4 цил. |
шт. |
550/220 руб. |
550/220 руб. |
550 руб. |
|
Рассухаривание клапана |
шт. |
45 руб. |
55 руб. |
65 руб. |
|
Засухаривание с заменой МСК |
шт. |
110 руб. |
165 руб. |
165 руб. |
|
Обработка седла профильным резцом на станке AZ VV-80 |
шт. |
165 руб. |
220 руб. |
220 руб. |
|
Замена седла без обработки |
шт. |
440 руб. |
550 руб. |
770 руб. |
|
Замена седла с обработкой |
шт. |
550 руб. |
1 100 руб. |
1 100 руб. |
|
Замена направляющей втулки с разворачиванием под клапан |
шт. |
130 руб. |
220 руб. |
220 руб. |
|
Замена заглушек |
шт. |
330 руб. |
440 руб. |
550 руб. |
|
Дефектовка клапана |
шт. |
55 руб. |
75 руб. |
180 руб. |
|
Выворачивание шпилек |
шт. |
55 руб. |
55 руб. |
55 руб. |
Опрессовка головки блока
|
Наименование услуги |
Ед. изм. |
Цена, руб. |
|---|---|---|
|
А-01 |
цил. |
3 080 руб. |
|
А-41 |
цил. |
3 080 руб. |
|
ВАЗ |
цил. |
1 320 руб. |
|
ГАЗ |
цил. |
1 650 руб. |
|
Д-160 |
цил. |
2 750 руб. |
|
Д-65 |
цил. |
1 650 руб. |
|
ЗиЛ |
цил. |
1 650 руб. |
|
ЗМЗ-402 |
цил. |
1 320 руб. |
|
ЗМЗ-405 |
цил. |
1 320 руб. |
|
ЗМЗ-406 |
цил. |
1 320 руб. |
|
ЗМЗ-407 |
цил. |
1 320 руб. |
|
КаМАЗ |
шт. |
1 100 руб. |
|
ММЗ-245 |
цил. |
1 650 руб. |
|
СМД |
цил. |
1 650 руб. |
|
Тракторные и их аналоги |
цил. |
1 650 руб. |
|
ЯМЗ-236 |
цил. |
3 080 руб. |
|
ЯМЗ-238 |
цил. |
3 080 руб. |
|
ЯМЗ-7511 (общие) |
цил. |
3 080 руб. |
|
ЯМЗ-7511 (раздельные) |
шт. |
1 100 руб. |
|
ЯМЗ-840 |
шт. |
1 100 руб. |
Работы с ГБЦ (иномарки)
|
Наименование услуги |
Ед. изм. |
Легковые, руб. |
Грузов. до 70 кг, руб. |
Грузов. выше 70 кг, руб. |
|---|---|---|---|---|
|
Замена стакана форсунки ЯМЗ-650 |
шт. |
— |
— |
1 650 руб. |
|
Установка резьбовой втулки |
шт. |
330 руб. |
420 руб. |
485 руб. |
|
Замена МСК |
шт. |
150 руб. |
150 руб. |
150 руб. |
|
Снятие патрубков |
шт. |
200 руб. |
255 руб. |
300 руб. |
|
Шлифовка фаски клапана с чисткой |
шт. |
165 руб. |
165 руб. |
220 руб. |
|
Шлифовка торца клапана |
шт. |
80 руб. |
90 руб. |
100 руб. |
|
Фрезеровка чугун |
цил. |
660 руб. |
770 руб. |
970 руб. |
|
Фрезеровка AL |
цил. |
550 руб. |
750 руб. |
970 руб. |
|
Установка термоиндикатора |
шт. |
155 руб. |
155 руб. |
155 руб. |
|
Удаление сломанных шпилек |
шт. |
550 руб. |
660 руб. |
770 руб. |
|
Проверка вакуум-тестером сопряжения «седло-клапан» |
шт. |
45 руб. |
45 руб. |
45 руб. |
|
Ремонт свечного отверстия |
шт. |
1000 руб. |
1000 руб. |
— |
|
Ремонт резьбового отверстия |
шт. |
450 руб. |
500 руб. |
550 руб. |
|
Разворачивание направляющей втулки |
шт. |
110 руб. |
110 руб. |
135 руб. |
|
Мойка предварительная 5-6 цил. |
шт. |
550 руб. |
660/220 руб. |
880 руб. |
|
Мойка предварительная 3-4 цил. |
шт. |
330 руб. |
550/220 руб. |
550 руб. |
|
Рассухаривание клапана |
шт. |
80 руб. |
110 руб. |
110 руб. |
|
Засухаривание с заменой МСК |
шт. |
110 руб. |
155 руб. |
155 руб. |
|
Обработка седла профильным резцом на станке AZ VV-80 |
шт. |
200 руб. |
220 руб. |
255 руб. |
|
Замена седла с обработкой |
шт. |
1 100 руб. |
1 210 руб. |
1 430 руб. |
|
Замена седла без обработки |
шт. |
880 руб. |
1 100 руб. |
1 100 руб. |
|
Замена направляющей втулки |
шт. |
220 руб. |
330 руб. |
330 руб. |
|
Замена заглушек |
шт. |
600 руб. |
825 руб. |
940 руб. |
|
Доработка направляющей втулки |
шт. |
220 руб. |
165 руб. |
275 руб. |
|
Дефектовка клапана |
шт. |
80 руб. |
90 руб. |
90 руб. |
|
Выворачивание шпилек |
шт. |
300 руб. |
300 руб. |
330 руб. |
Опрессовка головок блока цилиндров
|
ГБЦ двигателя |
Единица измерения |
Легковые,руб. |
Грузовые,руб. |
|---|---|---|---|
|
Теплообменник |
шт. |
1 100 руб. |
2 200 руб. |
|
ГБЦ 4-6 цил. (рядные) |
цил. |
— |
1 650 руб. |
|
ГБЦ (крупногабаритные) |
цил. |
— |
1 650 руб. |
|
ГБЦ (чугун) |
цил. |
650 руб. |
1 100 руб. |
|
ГБЦ (алюминий) |
цил. |
550 руб. |
1 100 руб. |
С нами сотрудничают
-
Мосводосток
-
Автокомбинат им. Краузе
-
МосАвтоДор
-
ТулаАвтоДор
-
ОГУП «Волгоградавтодор»
-
АО «МосТоТрест-Сервис»
-
ФГУП «Пойма»
-
ГБУ «Жилищник»
-
ПАО «Мостотрест»
-
МТФ-завод «МОКОН»
-
АО «ФЦНИВТ «СНПО «ЭЛЕРОН»
-
Агрохолдинг «РУСМОЛОКО»
-
ООО «ТУЛАМАШАГРО»
-
АО «МИСК»
-
ООО «ССК «ГАЗРЕГИОН»
-
АО «ГАЗСТРОЙ»
-
ПАО «ГОФРОН»
-
ФСК «Мостоотряд-47»
-
СТФ «Мостоотряд-99»
-
АО «Шаховский ДСК»
-
АО «Озеры-молоко»
Схема проезда
Дефекты гидрокомпенсаторов
Самая частая «болезнь» гидрокомпенсаторов — чрезмерный натяг, который может привести к контакту поршня и клапана. Причиной дефекта, как правило, является усталость или обрыв пружины клапана либо засорение предохранительного клапана частицами грязи, находящимися в машинном масле.
В большинстве случаев гидрокомпенсаторы не требуют замены, устанавливать их надо строго на те места, с которых они были демонтированы. При осмотре гидрокомпенсаторов следует убедиться в отсутствии повреждений (в случае использования подвижных гидрокомпенсаторов). При необходимости надо провести механическую обработку опорной поверхности компенсатора, не нарушая ее твердость. Затем детали требуется тщательно очистить, собрать и выполнить проверку жесткости гидрокомпенсатора на основе данных изготовителя. При отсутствии таких данных нормой можно считать время возвращения плунжера в исходную точку после сжатия на 3,0 мм в пределах 10-60 с.
Несколько слов о хонинговании
Некоторые владельцы авто, разбирающиеся в свойствах металла, после расточки и шлифовки выполняют хонингование внутренней поверхности. Этот вид обработки включает прохождение по внутренней поверхности цилиндров специальным роликом, который уплотняет поверхность и оставляет сетчатый след. Благодаря такой обработке повышается механическая износостойкость металла, а соответственно – увеличивается ресурс мотора.
Современные мастерские предлагают в качестве ремонтных услуг такие методики обработки, как дохонингование, платохонингование, которые выравнивают профиль существующей сетки, что влечёт за собой уменьшение периода обкатки.
Такие работы, как расточка, шлифовка и хонингование требуют квалифицированного подхода, а также использования профессионального оборудования. Поэтому, если возникает потребность в проведении этих работ, нужно обращаться только в специализированные мастерские, а не пытаться самостоятельно увеличить размер цилиндров, а затем шлифовать их, используя нестандартные методы обработки.
Конструкция детали: что входит в ГБЦ
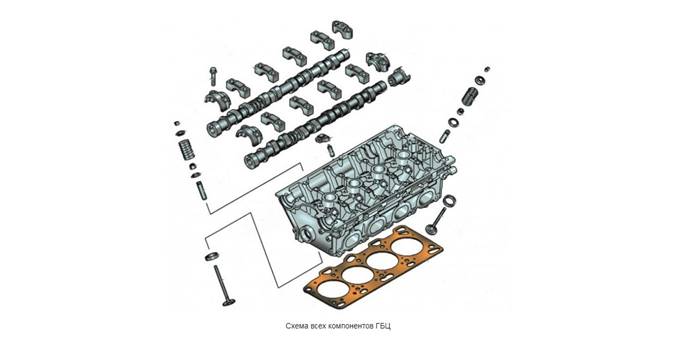
Поподробнее рассмотрим, из чего состоит ГБЦ.
Первоначально детали головки изготавливались из чугуна. Выбор материала был обусловлен высокой вибронагруженностью и температурным режимом работы двигателя. Чугун обладает высокой механической прочностью и термоустойчивостью. Он не подвержен деформациям и короблению при нагревании. Основной недостаток чугуна – большой удельный вес. Современное материаловедение позволяет использовать сплавы из легких металлов (например, из алюминия), которые отвечают всем вышеперечисленным характеристикам, но обладают меньшей массой.
Герметизация плоскости разъема блока и головки цилиндров осуществляется посредством специальной прокладки. Это сложная деталь, в основу которой входит армированный асбест. Она должна повторять все контуры и каналы головки и при этом выдерживать высокое давление и температуру. Во время крепления болтов головки блока цилиндров необходимо соблюдать заданное усилие и последовательность затяжки. Обычно она осуществляется в несколько этапов и деформирует прокладку в определенных местах.
Что входит в состав ГБЦ?
- Прокладка создает герметичное соединение и функционирование систем охлаждения и смазки.
- ГРМ – это газораспределительный механизм, включающий в себя цепь (ремень), связывающую коленвал и распредвал, собственно распределительный вал и клапаны с пружинным механизмом.
- Корпус головки блока цилиндров называется картером. В нем расположены все детали и механизмы.
- Резьбовые отверстия для монтажа свечей системы зажигания и форсунок для впрыска топлива.
- Камера сгорания, в которой происходит рабочий процесс воспламенения горючей смеси, обеспечивающий работу двигателя.
- Цепь или ремень ГРМ.
- Привалочные плоскости с отверстиями для крепления впускного трубопровода и выпускного коллектора вместе с датчиками и патрубками системы охлаждения.
Клапаны впуска и выпуска расположены вдоль постели распредвала. При использовании двух клапанов на цилиндр они расположены в один ряд. При использовании четырехклапанной конструкции (два впускных и два выпускных на цилиндр) они располагаются в два параллельных ряда. Ось клапанов имеет отклонение от перпендикуляра к плоскости разъема головки и блока цилиндров, как правило, в 20 градусов.
В передней части головки находится пространство для звездочки газораспределительного механизма цепи (или ремня) и ее успокоителя. Они приводят в движение распредвал. Камеры сгорания расположены над цилиндрами и имеют немного меньший диаметр, чем поршни. Благодаря такому несоответствию на границе блока цилиндров и ГБЦ создается завихрение топливной смеси в конце такта сжатия. Это благоприятствует воспламенению горючего и увеличению мощности двигателя.

Слева по направлению движения автомобиля расположены входные отверстия для монтажа свечей зажигания и форсунок подачи топлива. Они вкручиваются по резьбе и участвуют в процессе работы двигателя. На противоположной стороне находятся площадки для подсоединения впускного и выпускного трубопроводов. Также сюда подходят патрубки, подводящие охлаждающую жидкость к ГБЦ.
Сверху головка блока цилиндров имеет сложную конфигурацию, обеспечивающую расположение элементов газораспределительного механизма. Вдоль центральной оси идут площадки для монтажа вкладышей распредвала. В них помещается сам распредвал и сверху фиксируется крышками с ответными полукольцами подшипников скольжения. В специальные отверстия под распредвалом запрессовываются направляющие втулки клапанов. Над ними крепятся шайбы сложной формы, в которые устанавливаются пружины, удерживающие клапан в поднятом состоянии. Сверху ГБЦ надевается металлическая или силуминовая крышка, закрывающая механизмы.
Из чего еще состоит ГБЦ? В головке блока цилиндров имеются неподвижные элементы, такие как:
- седла клапанов, обеспечивающие герметичность впускных и выпускных клапанов в закрытом состоянии;
- направляющие клапанов, задающие вектор их перемещения.
Седла и направляющие запрессовываются с натягом в ГБЦ. В домашних условиях выполнить такую работу очень сложно. Требуется сильный нагрев головки блока цилиндров и глубокое охлаждение ответных деталей перед процессом монтажа. Долгая запрессовка может привести к выравниванию температур и заклиниванию направляющей или клапана. Кроме того, головки из алюминиевого сплава подвержены деформации при нагревании, поэтому перегрев может стать для них фатальным. Для выполнения этой операции лучше обратиться в специализированную мастерскую.
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
- Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
- «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
- абразивная или алмазная паста;
- пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан;
- керосин.
Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Важный этап притирки клапанов: нанесение абразивной пасты
Притирка своими руками на ВАЗ 2109 с помощью пасты
- Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
- Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
- Винтом зафиксируйте инструмент на клапане.
- Нанесите на притирочную плоскость тарелки абразивную пасту.
- Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
- Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
- По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.
Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
- Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
- Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
- Остановите агрегат, снимите клапан и протрите его керосином.
- После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.
Чтобы обработать седла, нужна вот такая шарошка
Причины необходимости шлифовки
Первым и главным условием для начала шлифовки это неровная установка прокладки для ГБЦ и последующее её прогорание. Причинами такого появления может быть перегрев двигателя, попадание небольших механических частей или вода, которая при детонации может повредить прокладку.
Сама же прокладка не так уж и проста, она состоит из нескольких слоев и каркаса, делают её с перфорируемой тонколистовой стали. Основным назначением является герметизация стыков двух частей. Закипание двигателя, пузыри в системе охлаждения, смена цвета масла это первые показатели, что прокладка ГБЦ пришла в негодность.
Часто еще второй причиной шлифовки считается тюнинг двигателя. Признаком для этого является снижение мощности двигателя, при нажатии на педаль акселератора, или попросту двигатель перестает тянуть. Сразу хочется сказать, что процесс не с простых и потребует затрат как времени, так и денег.
Иногда шлифовка головки блока цилиндров просто безотлагательна и такие случаи вовсе не редки. Такая резкая необходимость обусловлена в основном последующими поломками в системе двигателя.

Наиболее частая причина таковой необходимости возникает в месте установки прокладки. В случаях мелких неисправностей мотора получается перегрев в системе довольно высокой мощности.
Перегрев вызывает немедленную детонацию не сгоревших газов и в процессе этого взрыва повреждается прокладка головки блока цилиндров. Она же несет за собой повреждения и самой головки, а точнее ее деформацию.
Сама по себе прокладка представляет довольно плотную конструкцию. Она сделана из нескольких слоев листовой стали с перфорацией, которые заключены в корпус.
Кроме такого экстренного случая может понадобиться шлифовка и тем, кто хочет изменить характеристики автомобиля. Иными словами, процедура поможет при тюнинге.
Если у вашего автомобиля заметно упала мощность, то тоже лучшим решением будет шлифовка головки блока двигателя.
Однако помните, что удовольствие это не из дешевых, поэтому перед тем, как решать делать шлифовку, хорошенько подумайте, нужно ли это.
Как выполняется шлифовка головки блока цилиндров
Работы по шлифовке головки блока цилиндров лучше выполнять на СТО, где имеется требуемое оборудование, а также специалисты, знакомые с подобной работой. Сам процесс шлифовки проходит следующим образом:
Важно: Если глубина повреждений превышает максимально допустимую глубину снятия поверхности ГБЦ при шлифовке, скорее всего, деталь придется заменить. В редких случаях решить проблему можно установкой меньшей по толщине прокладки ГБЦ
При выполнении работ по шлифовке головки блока цилиндров критически важен профессионализм мастера, который выполняет работу. От качества шлифовки будет зависеть герметичность системы и в целом работа двигателя. Поэтому не рекомендуется выполнять шлифовки ГБЦ самостоятельно без должного оборудования и навыков.
(130 голос., средний: 4,48 из 5)
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
https://youtube.com/watch?v=0KCUO0E9_vk
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
В каких случаях необходима шлифовка ГБЦ?
Ни для кого не секрет, что все без исключения компоненты ГБЦ находятся в тесном взаимодействии относительно друг друга. Соответственно, если из строя выходит один элемент, то это может стать причиной поломки и других компонентов либо же привести к серьезному дефекту узла. Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
В данном случае причина может заключаться даже в небольшом перегреве двигателя или случайном попадании влаги. Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком. В таких случаях необходима фрезеровка ГБЦ. Можно ли это сделать вручную своими руками и какой понадобится станок, вы узнаете далее.
Но сначала разберемся в истинных причинах, которые требуют такого серьезного вмешательства. В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ.
Следует отметить, что данный процесс необходимо осуществлять в нескольких случаях:
- Если вы решили протюнинговать двигатель. Такой вариант является не особо актуальным среди отечественных водителей, скорее — среди отдельных личностей. В данном случае шлифовка ГБЦ подразумевает уменьшение ее высоты, а это, в свою очередь, необходимо для увеличения степени сжатия. Однако, следует отметить, что это было актуально, когда качественное топливо было трудно достать, соответственно, многие автомобилисты прибегали к такому решению. На сегодняшний же день данный вариант является актуальным исключительно для тех, кто хочет изменить параметры своего мотора.
- Второй случай — это необходимость фрезеровки узла при проведении каких-либо ремонтных работ с головкой блока. Имеются в виду практически все работы, начиная от замены уплотнительной прокладки и заканчивая ремонтом или заменой распределительных валов. Мы не рекомендуем уделять время только тем работам, ради которых был осуществлен демонтаж ГБЦ. Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.
Шлифовка ГБЦ: зачем, когда и кому необходима?
Головка крепится на ровной поверхности, затем на ее поверхность устанавливается лекало, которое должно максимально плотно прилегать к поверхности ГБЦ. Если между лекалом и поверхностью имеется щель, в нее устанавливают щуп для того, чтобы измерить степень искривления, после чего оглашается вердикт относительно шлифовки.В случае нарушения геометрии. Если головка по каким-то причинам имеет искривление и не прошла тест с лекалом и щупом, необходимо производить шлифовку.
Если в головке были дефекты типа трещин или другие недопустимые повреждения, которые устранялись при помощи сварочных работ, то скорее всего головка была подвержена локальному перегреву, который повлек за собой соответствующие деформации.
Лада 2109 8V на Dell’Orto DHLA 40 › Бортжурнал › Фрезерование плоскости ГБЦ
Однако, есть пластины этого типа со стружколомающей канавкой-это значительно улучшит качество поверхности!Фреза D125мм, с пластинами PNUM со стружколомомПластины крупным планом, запоминайте)))Качество поверхности не очень.
Фреза с тремя пластинами без стружколома.Эта же ГБЦ после легкой доводки наждачкой зернистостью 800-1200…Параметр шероховатости Ra 3,2 получить можно) Можно получить шероховатость Ra 3,2++, если убрать 6 из 8 клиньев с пластинами. Остаётся только 2 пластины и получается некая фреза-летучка.
В этом случае подача должна быть меньше, а обороты фрезы наоборот больше, чем у фрезы со всеми 8-ю пластинами.Некая резцовая головка-летучка…Выбор сплавов для этих пластин совсем невелик, чаще попадаются Т5К10 и Т15К6… Предпочтителен последний вариант.Несколько реже попадаются фрезы с механическим креплением четырёхгранных пластин по этому же ГОСТу.
Дефекты прокладки ГБЦ
Ни один производитель не может стопроцентно гарантировать длительный эксплуатационный срок, поскольку на образование дефектов влияет множество факторов – состояние двигателя, модель машины, стиль вождения. Среди основных дефектов стоит выделить пробой и прогар рассматриваемого элемента. Почему прокладка под головку блока цилиндров пробивается, и какие причины могут вызвать прогар?
Пробой прокладки ГБЦ и его причины
Лопнувшую прокладку практически все водители не замечают, пока серьезная поломка не даст о себе знать. Пробою более подвержены детали отечественных авто, поскольку традиционно их качество намного ниже импортных.
О необходимости ремонта может свидетельствовать наличие пара под капотом и шум при работе двигателя, которого ранее не было. Эти признаки пробитой прокладки ГБЦ говорят о наружном пробое.
Внутренний пробой намного опаснее из-за своей незаметности. Обнаружить проблему можно путем измерения компрессии в цилиндрах, а такую диагностику водители часто выполняют, когда троит двигатель.
Также о проблеме свидетельствуют пузырьки воздуха в жидкости радиатора и наличие белого пара в выхлопной трубе. На стыках в моторе может подтекать масло.
Что касается причин, водительская халатность является одной из наиболее распространенных. Рассмотрим их более подробно:
Это интересно: Как прекратить регистрацию автомобиля? Порядок оформления документов в 2021 году
Прогар прокладки ГБЦ и его причины
Что касается прогара, проблемной зоной считается участок между водяной рубашкой и одним из цилиндров. Усугубляясь, прогар распространяется дальше. Среди других возможных вариантов стоит выделить зону между каналом охлаждения и масляным каналом. Если речь идет о новом двигателе, причина прогара единственная, и заключается она в перегреве, даже если он незначительный
Водитель без опыта не обратит внимания на первые симптомы поломки, и только усугубление признаков заставит обратить внимание на проблему
Поскольку автомобиль будет отправлен на СТО не сразу после того, как прогорела прокладка головки блока цилиндров, а после дальнейшей эксплуатации, прогар не связывается с недавним перегревом, и поиски причин продолжаются в неверном направлении. Незначительный перегрев головки может наблюдаться, если охлаждающая жидкость залита в недостаточном объеме.
Циркуляция в системе позволяет жидкости охлаждаться, однако отвода тепла в необходимом объеме не происходит. Температура жидкости отображается приборами авто, и на первый взгляд все нормально, однако не отображается температура деталей. Следовательно, водитель даже не заметит, как из-за перегрева прогорит прокладка.
Остальные причины относятся к упущениям после проведения ремонтных работ:
Признаки дефектов прокладки ГБЦ
Поскольку речь идет о двух основных дефектах прокладки ГБЦ, признаки их проявления также стоит рассматривать отдельно. Если пробита прокладка головки блока цилиндров, признаки будут следующими:
Следующие изменения в работе машины свидетельствуют о прогаре:
Это интересно: Как выбрать пуско-зарядное устройство для автомобиля? 4 популярных модели бустеров, представленных на рынке
Как проверить прокладку на наличие дефектов?
Перед началом проведения ремонтных работ по замене прокладки ГБЦ рекомендуем проверить ее на наличие повреждений, используя следующие методики: