Из чего какого металла сделан блок цилиндров двигателя
Содержание:
- Материал изготовления блока цилиндров
- Диагностика и ТО
- Прайс-лист
- С нами сотрудничают
- Материал изготовления блока цилиндров
- Алюминиевые блоки цилиндров: сплавы
- Исполнения рубашки охлаждения
- Обзор основных деталей
- Материалы блока цилиндров
- Материалы блока цилиндров
- Расточка и установка гильз в блок цилиндров
- Блок цилиндров ВАЗ: 2103, 2106, 21213, 21214, 2123, 2130.
- Устройство блока цилиндров
Материал изготовления блока цилиндров
Чугун – традиционный материал, из которого до недавнего времени изготавливались блоки. Чугун применяется с добавками: никель, хром. Положительные качества чугунного блока цилиндров: меньшая чувствительность к перегреву, жёсткость, необходимая при высокой степени форсировки двигателя. Минус – большая масса, которая влияет на динамику легкового автомобиля.

Алюминий – занимает второе место в изготовлении блоков цилиндров. Положительными качествами алюминиевого блока являются: лёгкость и лучшее охлаждение. Как недостаток отмечается проблема с подбором материала, из которого должен выполняться цилиндр.

В современных условиях, для изготовления цилиндров в алюминиевые блоки цилиндров двигателя разработаны технологии: Locasil – запрессовка гильз из алюминий — кремния, Nicasil – в виде никелевого покрытия на алюминиевой поверхности блока цилиндров.
Недостатком никасиловой технологии считается то, что при прогаре поршня или обрыве шатуна, никелевое покрытие выходит из строя и блок цилиндров не подлежит ремонту. Он меняется в сборе. В отличие от чугунного, который подвергается расточке и гильзованию ремонтным комплектом.
Блок цилиндров из магниевого сплава сочетает в себе твердость чугунного, и лёгкость алюминиевого. Но, такой блок очень дорогое удовольствие и на конвейерном производстве не применяется.
Каждый из материалов имеет свои плюсы и минусы, поэтому однозначно заявлять какой из них лучше, некорректно.
Диагностика и ТО
Рано или поздно любому механизму в транспортном средстве потребуется диагностика и техническое обслуживание, ГБЦ не является каким-либо исключением из правил. В этом вопросе главная задача владельца транспортного средства периодически заниматься диагностикой тех элементов, которые чаще всего выходят из строя.
- Клапаны и их сальники.
- Уплотнительная прокладка.
Особое внимание следует уделить прокладке, если она износилась, рабочие жидкости могут смешиваться, что приведет к поломке двигателя. При попадании охладительной жидкости в рабочее масло, она будет бурлить
Со временем это приведет к невозможности запуска мотора. В этом случае главным сигналом будет датчик температуры, который покажет кипение ДВС. Оценить ситуацию можно также сняв свечи зажигания. Зачем необходимы ремонтные работы? Чаще всего демонтаж головки цилиндров избежать не удастся в следующих случаях.
- Изменилась высота гбц.
- Возникла потребность отпрессовать клапаны и седла.
- Один или несколько клапанов перестали функционировать и нуждаются в замене.
- Требуется шлифовка крышки.
- Требуется заменить уплотнительную прокладку.
- Необходимо избавиться от микротрещин.
Прайс-лист
Цены действительны с 1 сентября 2021 года
Скачатьпрайс-лист
Работы с ГБЦ (отечественное производство)
|
Наименование услуги |
Ед. изм. |
Легковые, руб. |
Грузов. до 70 кг, руб. |
Грузов. выше 70 кг, руб. |
|---|---|---|---|---|
|
Установка резьбовой втулки |
шт. |
300 руб. |
380 руб. |
470 руб. |
|
Замена свечного отверстия |
шт. |
710 руб. |
1 050 руб. |
1 100 руб. |
|
Замена МСК |
шт. |
65 руб. |
65 руб. |
65 руб. |
|
Замена стаканов форсунок ЯМЗ-238 |
шт. |
— |
660 руб. |
660 руб. |
|
Замена стаканов форсунок ЯМЗ-236 |
шт. |
— |
660 руб. |
660 руб. |
|
Снятие патрубков |
шт. |
150 руб. |
200 руб. |
225 руб. |
|
Шлифовка фаски клапана с очисткой |
шт. |
110 руб. |
130 руб. |
165 руб. |
|
Шлифовка торца клапана |
шт. |
66 руб. |
110 руб. |
110 руб. |
|
Фрезеровка ГБЦ по плоскости с форкамерами |
цил. |
700 руб. |
— |
— |
|
Фрезеровка ГБЦ съем более 0.4 мм |
цил. |
330 руб. |
860 руб. |
860 руб. |
|
Фрезеровка ГБЦ паралл. дизель |
цил. |
250 руб. |
660 руб. |
660 руб. |
|
Фрезеровка ГБЦ паралл. бензин AL |
цил. |
250 руб. |
420 руб. |
550 руб. |
|
Установка форсунок дизеля |
шт. |
110 руб. |
200 руб. |
200 руб. |
|
Установка термоиндикатора |
шт. |
150 руб. |
150 руб. |
150 руб. |
|
Удаление сломанных шпилек |
шт. |
550 руб. |
550 руб. |
550 руб. |
|
Снятие форсунок дизеля |
шт. |
165 руб. |
270 руб. |
300 руб. |
|
Ремонт резьбового отверстия |
шт. |
550 руб. |
880 руб. |
1 100 руб. |
|
Мойка предварительная 5-6 цил. |
шт. |
880 руб. |
990 руб. |
1 100 руб. |
|
Мойка предварительная 3-4 цил. |
шт. |
550/220 руб. |
550/220 руб. |
550 руб. |
|
Рассухаривание клапана |
шт. |
45 руб. |
55 руб. |
65 руб. |
|
Засухаривание с заменой МСК |
шт. |
110 руб. |
165 руб. |
165 руб. |
|
Обработка седла профильным резцом на станке AZ VV-80 |
шт. |
165 руб. |
220 руб. |
220 руб. |
|
Замена седла без обработки |
шт. |
440 руб. |
550 руб. |
770 руб. |
|
Замена седла с обработкой |
шт. |
550 руб. |
1 100 руб. |
1 100 руб. |
|
Замена направляющей втулки с разворачиванием под клапан |
шт. |
130 руб. |
220 руб. |
220 руб. |
|
Замена заглушек |
шт. |
330 руб. |
440 руб. |
550 руб. |
|
Дефектовка клапана |
шт. |
55 руб. |
75 руб. |
180 руб. |
|
Выворачивание шпилек |
шт. |
55 руб. |
55 руб. |
55 руб. |
Опрессовка головки блока
|
Наименование услуги |
Ед. изм. |
Цена, руб. |
|---|---|---|
|
А-01 |
цил. |
3 080 руб. |
|
А-41 |
цил. |
3 080 руб. |
|
ВАЗ |
цил. |
1 320 руб. |
|
ГАЗ |
цил. |
1 650 руб. |
|
Д-160 |
цил. |
2 750 руб. |
|
Д-65 |
цил. |
1 650 руб. |
|
ЗиЛ |
цил. |
1 650 руб. |
|
ЗМЗ-402 |
цил. |
1 320 руб. |
|
ЗМЗ-405 |
цил. |
1 320 руб. |
|
ЗМЗ-406 |
цил. |
1 320 руб. |
|
ЗМЗ-407 |
цил. |
1 320 руб. |
|
КаМАЗ |
шт. |
1 100 руб. |
|
ММЗ-245 |
цил. |
1 650 руб. |
|
СМД |
цил. |
1 650 руб. |
|
Тракторные и их аналоги |
цил. |
1 650 руб. |
|
ЯМЗ-236 |
цил. |
3 080 руб. |
|
ЯМЗ-238 |
цил. |
3 080 руб. |
|
ЯМЗ-7511 (общие) |
цил. |
3 080 руб. |
|
ЯМЗ-7511 (раздельные) |
шт. |
1 100 руб. |
|
ЯМЗ-840 |
шт. |
1 100 руб. |
Работы с ГБЦ (иномарки)
|
Наименование услуги |
Ед. изм. |
Легковые, руб. |
Грузов. до 70 кг, руб. |
Грузов. выше 70 кг, руб. |
|---|---|---|---|---|
|
Замена стакана форсунки ЯМЗ-650 |
шт. |
— |
— |
1 650 руб. |
|
Установка резьбовой втулки |
шт. |
330 руб. |
420 руб. |
485 руб. |
|
Замена МСК |
шт. |
150 руб. |
150 руб. |
150 руб. |
|
Снятие патрубков |
шт. |
200 руб. |
255 руб. |
300 руб. |
|
Шлифовка фаски клапана с чисткой |
шт. |
165 руб. |
165 руб. |
220 руб. |
|
Шлифовка торца клапана |
шт. |
80 руб. |
90 руб. |
100 руб. |
|
Фрезеровка чугун |
цил. |
660 руб. |
770 руб. |
970 руб. |
|
Фрезеровка AL |
цил. |
550 руб. |
750 руб. |
970 руб. |
|
Установка термоиндикатора |
шт. |
155 руб. |
155 руб. |
155 руб. |
|
Удаление сломанных шпилек |
шт. |
550 руб. |
660 руб. |
770 руб. |
|
Проверка вакуум-тестером сопряжения «седло-клапан» |
шт. |
45 руб. |
45 руб. |
45 руб. |
|
Ремонт свечного отверстия |
шт. |
1000 руб. |
1000 руб. |
— |
|
Ремонт резьбового отверстия |
шт. |
450 руб. |
500 руб. |
550 руб. |
|
Разворачивание направляющей втулки |
шт. |
110 руб. |
110 руб. |
135 руб. |
|
Мойка предварительная 5-6 цил. |
шт. |
550 руб. |
660/220 руб. |
880 руб. |
|
Мойка предварительная 3-4 цил. |
шт. |
330 руб. |
550/220 руб. |
550 руб. |
|
Рассухаривание клапана |
шт. |
80 руб. |
110 руб. |
110 руб. |
|
Засухаривание с заменой МСК |
шт. |
110 руб. |
155 руб. |
155 руб. |
|
Обработка седла профильным резцом на станке AZ VV-80 |
шт. |
200 руб. |
220 руб. |
255 руб. |
|
Замена седла с обработкой |
шт. |
1 100 руб. |
1 210 руб. |
1 430 руб. |
|
Замена седла без обработки |
шт. |
880 руб. |
1 100 руб. |
1 100 руб. |
|
Замена направляющей втулки |
шт. |
220 руб. |
330 руб. |
330 руб. |
|
Замена заглушек |
шт. |
600 руб. |
825 руб. |
940 руб. |
|
Доработка направляющей втулки |
шт. |
220 руб. |
165 руб. |
275 руб. |
|
Дефектовка клапана |
шт. |
80 руб. |
90 руб. |
90 руб. |
|
Выворачивание шпилек |
шт. |
300 руб. |
300 руб. |
330 руб. |
Опрессовка головок блока цилиндров
|
ГБЦ двигателя |
Единица измерения |
Легковые,руб. |
Грузовые,руб. |
|---|---|---|---|
|
Теплообменник |
шт. |
1 100 руб. |
2 200 руб. |
|
ГБЦ 4-6 цил. (рядные) |
цил. |
— |
1 650 руб. |
|
ГБЦ (крупногабаритные) |
цил. |
— |
1 650 руб. |
|
ГБЦ (чугун) |
цил. |
650 руб. |
1 100 руб. |
|
ГБЦ (алюминий) |
цил. |
550 руб. |
1 100 руб. |
С нами сотрудничают
-
Мосводосток
-
Автокомбинат им. Краузе
-
МосАвтоДор
-
ТулаАвтоДор
-
ОГУП «Волгоградавтодор»
-
АО «МосТоТрест-Сервис»
-
ФГУП «Пойма»
-
ГБУ «Жилищник»
-
ПАО «Мостотрест»
-
МТФ-завод «МОКОН»
-
АО «ФЦНИВТ «СНПО «ЭЛЕРОН»
-
Агрохолдинг «РУСМОЛОКО»
-
ООО «ТУЛАМАШАГРО»
-
АО «МИСК»
-
ООО «ССК «ГАЗРЕГИОН»
-
АО «ГАЗСТРОЙ»
-
ПАО «ГОФРОН»
-
ФСК «Мостоотряд-47»
-
СТФ «Мостоотряд-99»
-
АО «Шаховский ДСК»
-
АО «Озеры-молоко»
Схема проезда
Материал изготовления блока цилиндров
Чугун – традиционный материал, из которого до недавнего времени изготавливались блоки. Чугун применяется с добавками: никель, хром. Положительные качества чугунного блока цилиндров: меньшая чувствительность к перегреву, жёсткость, необходимая при высокой степени форсировки двигателя. Минус – большая масса, которая влияет на динамику легкового автомобиля.
Алюминий – занимает второе место в изготовлении блоков цилиндров. Положительными качествами алюминиевого блока являются: лёгкость и лучшее охлаждение. Как недостаток отмечается проблема с подбором материала, из которого должен выполняться цилиндр.
В современных условиях, для изготовления цилиндров в алюминиевые блоки цилиндров двигателя разработаны технологии: Locasil – запрессовка гильз из алюминий — кремния, Nicasil – в виде никелевого покрытия на алюминиевой поверхности блока цилиндров.
Недостатком никасиловой технологии считается то, что при прогаре поршня или обрыве шатуна, никелевое покрытие выходит из строя и блок цилиндров не подлежит ремонту. Он меняется в сборе. В отличие от чугунного, который подвергается расточке и гильзованию ремонтным комплектом.
Блок цилиндров из магниевого сплава сочетает в себе твердость чугунного, и лёгкость алюминиевого. Но, такой блок очень дорогое удовольствие и на конвейерном производстве не применяется.
Каждый из материалов имеет свои плюсы и минусы, поэтому однозначно заявлять какой из них лучше, некорректно.
Алюминиевые блоки цилиндров: сплавы

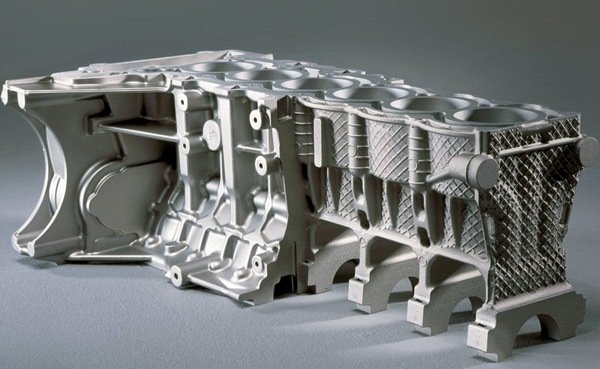
Блок цилиндров является частью двигателя внутреннего сгорания, которая расположена между головкой цилиндров и картером. Он является опорной конструкцией для всего двигателя. Все части двигателя крепятся на блоке цилиндров или в нем самом, и он обеспечивает их соосность.
Рисунок – Алюминиевый блок цилиндров двигателя
Еще не так давно в двигателях большинства автомобилей, кроме спортивных, применяли монолитные чугунные блоки цилиндров.
От чугунного к алюминиевому блоку цилиндров
Алюминий, как конструкционный материал, конечно, менее прочный, чем чугун. Поэтому долго считалось, что алюминиевый блок цилиндров должен быть намного толще, чем чугунный. Однако оказалось, что хорошо сконструированный алюминиевый блок цилиндров может быть намного легче и почти таким же прочным как чугунный блок.
Обычно применение литейных алюминиевых сплавов вместо применяемого ранее серого чугуна дает снижение блока цилиндров на 40-55 %.
Несмотря на более высокую стоимость алюминиевых сплавов, по сравнению с серым чугуном, постоянное стремление к снижению потребления топлива приводит к постоянному росту доли алюминиевых блоков цилиндров.
Применение алюминиевых блоков цилиндров началось с бензиновых двигателей в конце 1970-х годов. Замена серого чугуна в дизельных двигателей тормозилась до середины 1990-х годов. К 2005 году доля на рынке алюминиевых блоков цилиндров двигателя достигла 50 %. В настоящее время блоки цилиндров практически всех бензиновых двигателей изготавливают из алюминиевых сплавов. Применение алюминиевых сплавов в дизельных двигателях также неуклонно растет.
Теплопроводность
Материал современные алюминиевые блоки цилиндров испытывает температуры до 150-200 °C. Высокая теплопроводность литейных алюминиевых сплавов (в три раза больше, чем у серого чугуна) обеспечивает эффективную передачу в систему охлаждения двигателя.
Прочность при повышенных температурах
Требуется сохранение заданной прочности при температурах до 200 °C. Самые большие напряжения возникают в местах болтовых соединений с головкой блока цилиндров. Материал должен выдерживать нагрузки от вращения коленчатого вала и термического расширения блока цилиндров.
Прочность и твердость при комнатной температуре
Материал алюминиевого сплава при комнатной температуре должен обладать достаточной прочностью и твердостью, чтобы обеспечивать ему хорошую обработку резанием и высокое качество сборки.
Усталостная прочность
При работе двигателя блок цилиндров подвергается циклическим растягивающим напряжениям в широком интервале температуры. Этот интервал начинается с отрицательных температур зимой и заканчивается повышенными температурами около 150-200 ºС
Поэтому наиболее важной характеристикой материала блока цилиндров является усталостная прочность
Известно, что свойства материала любой металлической отливки – и чугунной, и алюминиевой – зависят не только от химического состава материала и его термической обработки, но также от метода разливки, а также от того места отливки, из которого вырезается испытательный образец.
Исполнения рубашки охлаждения
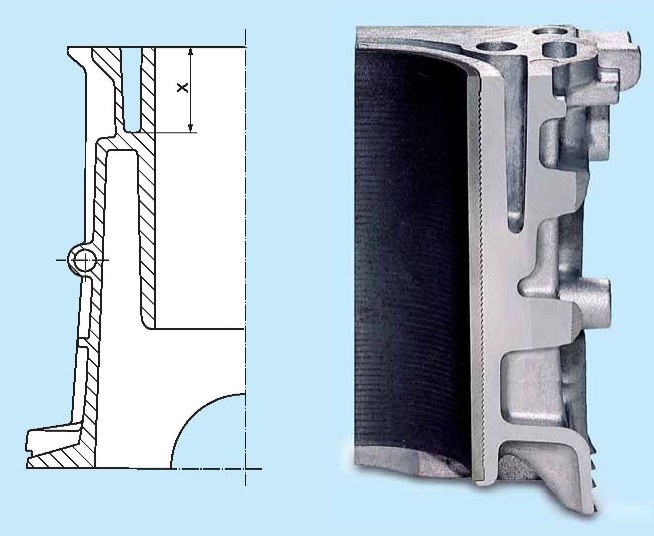
При переходе от блоков цилиндров из серого чугуна к блокам из алюминия стремились ранее к тем же конструктивным размерам при исполнении из алюминия, которые уже существовали в исполнении из серого чугуна. По этой причине глубина рубашки охлаждения (размер «X»), окружающей цилиндр, соответствовала у первых алюминиевых блоков вначале только до 95% длины отверстий цилиндров (изобр. 3).
Благодаря хорошей теплопроводности алюминия как рабочего материала глубина рубашки охлаждения (размер «X») смог быть выгодно уменьшен до величины от 35 до 65 % (изобр. 4). Благодаря этому был уменьшен не только объём воды, и, тем самым, вес двигателя, но и также был достигнут более быстрый нагрев воды для охлаждения. Благодаря укороченному, сберегающему мотор времени нагрева сокращается также время нагрева катализатора, что особенно благоприятно влияет на выделение вредных веществ.
В производственно-техническом отношении уменьшенные глубины рубашки охлаждения также принесли преимущества. Чем короче стальные литейные стержни для рубашки охлаждения, тем меньше тепла воспринимают они в процессе литья. Это сказывается как в большей стойкости формы, так и в увеличении производительности, благодаря уменьшению такта выпуска.
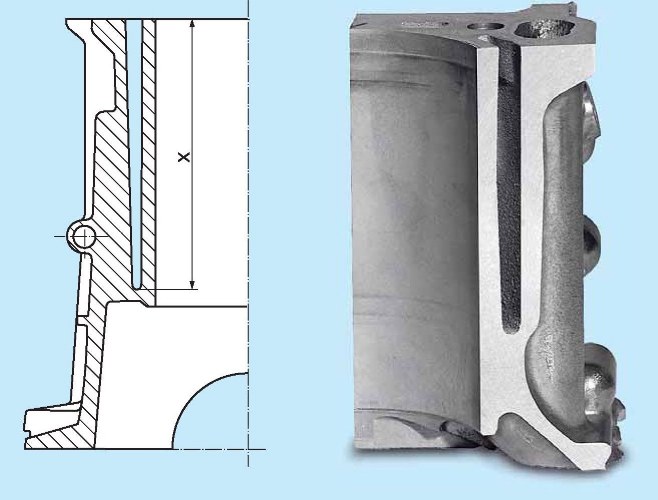
Изображение 3
Изображение 4
Обзор основных деталей
Цилиндр двигателя
Основная деталь цилиндра двигателя – гильза.
Существуют гильзы двух типов:
впрессованные гильзы, (в алюминиевом блоке);
съёмные гильзы – они бывают «мокрыми» и «сухими».
Головка блока цилиндров – ГБЦ
Она закреплена сверху конструкции направляющими шпильками и болтами крепления ГБЦ. Очень важная деталь – прокладка блока, она расположена между ГБЦ и самим блоком. Изготавливают ее из асбестометалла, металла, а может быть безасбестовой.
ГБЦ состоит из: камеры сгорания, мест крепления ГРМ, рубашки охлаждения, каналов для смазки, резьбовых отверстий свечей (форсунок), отверстий впускных и выпускных каналов.
Отдельно стоит упомянуть технологию крепления ГБЦ. Для этого используются специальные болты крепления, а сама операция выполняется согласно инструкциям производителя. В частности затягивать головку нужно динамометрическим ключом с соблюдением момента затяжки и пользуясь схемой затяжки болтов.
Картер двигателя
Картер считается частью блока, и крепится к нему снизу. Закрывается поддоном. То есть, картер – можно назвать корпусом кривошипно-шатунного механизма.
В
корпусе блока цилиндров также есть отверстия и каналы для смазки и охлаждения. Сливная пробка нужна, чтобы осуществить слив охлаждающей жидкости. Моторное масло, сливается после извлечения пробки в поддоне картера.Предусмотрено место для привода распределительного вала. Спереди оно закрыто крышкой блока цилиндров. Внизу размещены опоры коренных подшипников коленчатого вала.
Теперь, когда вы сами познакомились с конструкцией блока цилиндров двигателя, поделитесь новыми знаниями с друзьями в соц.сетях. Пусть тоже подпишутся на наш блог, и знакомятся с увлекательным миром автотехники.
Материалы блока цилиндров
Издавна блок цилиндров изготавливался из чугуна. Это довольно прочный и жесткий материал, неподверженный перегреву. Эти качества и были нужны автопроизводителям, ведь двигатель может набирать довольно высокую температуру при своей работе. Чугун обычно применялся с примесями никеля и хрома. Последние два материала придают большую долговечность конструкции. Конечно, главным минусом чугуна является его масса, автомобили теряли в маневренности и скорости.
Поэтому блоки цилиндров стали изготавливать из алюминия. Данный металл гораздо лечге чугуна, а также имеет меньшую теплопроводность. Естественно алюминий не является идеальным решением, ведь главной проблемой является подбор материала для исполнения блока.
Существует и третий вариант – магниевый сплав. Конечно, магний гораздо легче алюминия и чугуна, а также обладает жесткостью и твердостью последнего. Однако, установка подобного блока дороже, следовательно, для широкого пользования не подходит. Магниевые блоки ставятся при тюнинге двигателя с целью обеспечить максимальный разгон и маневренность. Главным образом такие конструкции используются на гоночных авто.
Алюминиевые блоки в данный момент изготавливают посредством двух технологий: Locasil и Nicasil. Первая включает в себя запрессовку гильз из сплава кремния и алюминия, а вторая покрытие алюминиевой поверхности блока никелем. Конечно, последняя технология имеет большой недостаток, ведь при обрыве шатуна или прогаре одного из поршней никелевое покрытие уже не функционирует должны образом, а сам блок цилиндров нельзя отремонтировать. В этом случае выигрывает чугунный двигатель, который можно расточить и подвергнуть гильзованию с помощью ремонтного комплекта.
Материалы блока цилиндров
Издавна блок цилиндров изготавливался из чугуна. Это довольно прочный и жесткий материал, неподверженный перегреву. Эти качества и были нужны автопроизводителям, ведь двигатель может набирать довольно высокую температуру при своей работе. Чугун обычно применялся с примесями никеля и хрома. Последние два материала придают большую долговечность конструкции. Конечно, главным минусом чугуна является его масса, автомобили теряли в маневренности и скорости.
Поэтому блоки цилиндров стали изготавливать из алюминия. Данный металл гораздо лечге чугуна, а также имеет меньшую теплопроводность. Естественно алюминий не является идеальным решением, ведь главной проблемой является подбор материала для исполнения блока.
Существует и третий вариант – магниевый сплав. Конечно, магний гораздо легче алюминия и чугуна, а также обладает жесткостью и твердостью последнего. Однако, установка подобного блока дороже, следовательно, для широкого пользования не подходит. Магниевые блоки ставятся при тюнинге двигателя с целью обеспечить максимальный разгон и маневренность. Главным образом такие конструкции используются на гоночных авто.
Алюминиевые блоки в данный момент изготавливают посредством двух технологий: Locasil и Nicasil. Первая включает в себя запрессовку гильз из сплава кремния и алюминия, а вторая покрытие алюминиевой поверхности блока никелем. Конечно, последняя технология имеет большой недостаток, ведь при обрыве шатуна или прогаре одного из поршней никелевое покрытие уже не функционирует должны образом, а сам блок цилиндров нельзя отремонтировать. В этом случае выигрывает чугунный двигатель, который можно расточить и подвергнуть гильзованию с помощью ремонтного комплекта.
Расточка и установка гильз в блок цилиндров
При появлении дефектов и износа стенок применяется расточка цилиндров. Металл определенной толщины удаляется со стенок, а затем устанавливаются другие ремонтные поршни и кольца под новый размер. Количество расточек ограничено, поскольку объем постепенно увеличивается, а запас прочности уменьшается.
После максимального количества расточек используют гильзовку. Это сложный процесс, который можно осуществить только на специальном оборудовании. «Мокрые» гильзы намного легче заменить даже в полевых условиях. Если устанавливаются «сухие» гильзы или монолитный чугунный блок, то он растачивается под новые гильзы, которые запрессовываются с высокой точностью. Сам блок нагревается до 150-200 градусов, а гильза охлаждается. Это обеспечивает наиболее плотную и точную посадку.
Блок цилиндров ВАЗ: 2103, 2106, 21213, 21214, 2123, 2130.
Конструкции блоков, для двигателей ВАЗ с продольным размещением в моторном отсеке, объеденены одним общим признаком — межцилиндровым расстоянием 95.00 мм.Блок цилиндров ВАЗ
изготавливают методом литья, используя для этого специальный высокопрочный чугун. Блок имеет четыре рабочих цилиндра. Цилиндры расположены на одной линии, в один ряд. Двигатели такой конструкции называют однорядными. Поверхность цилиндров формируется путем расточки тела блока и с последующей специальной шлифовкой — хонинговкой. Обработанную внутреннюю поверхность цилиндра называют – зеркалом цилиндра.
По результатам окончательной обработки, в зависимости от погрешности изготовления, каждому цилиндру присваивается один из пяти классов: А, В, С, D, Е. Разница размеров между классами составляет – 0.01мм. На нижней плоскости блока, напротив с каждого цилиндра, клеймом наносится маркировка класса цилиндра.
Блок имеет внутренние полости, которые образуют так называемую рубашку охлаждения. При работающем двигателе, в рубашке осуществляется циркуляция охлаждающей жидкости – обеспечивая отвод тепла. При данной конструкции, диаметр цилиндров и межцилиндровое расстояние позволяют иметь полости рубашки охлаждения между соседними цилиндрами. В своем развитии, конструкция «классического» блока претерпевала изменения в основном за счет увеличения диаметра цилиндров. Диаметр в 82,00 мм является предельным, для обеспечения прочностных характеристик, при сохранении полостей рубашки между цилиндрами.
Для установки коленчатого вала, в конструкции предусмотренно пять опор. Опоры служат основанием для коренных подшипников(коренные вкладыши). Фиксация коленвала и коренных вкладышей обеспечивается крышками коренных подшипников. Для обеспечения точности, крышки коренных подшипников растачиваются совместно с блоком цилиндров.
При сборке, каждая крышка, должна устанавливаться на опору, с которой она совместно обрабатывалась. Для выполнения этих требований, каждая крышка , имеет специальные метки в виде рисок. Они позволяют установить соответствие крышки той или иной опоре. Нумерация опор осуществляется от передней стенки блока. Кроме того на крышках выбит технологический номер блока цилиндров , с которым они совместно обрабатывались. Такой же номер выбит на нижней поверхности блока в плоскости разъема. Дополнительной страховкой от ошибочной установки, служат отверстия в крышке коренного подшипника. Их не симметричное расположение не позволит провести неправильную установку. Крышки крепятся к опорам специальными самоконтрящимися болтами.
На задней, пятой, опоре имеются специальные выборки, предназначенные для установки упорных полуколец. Полукольца позволяют ограничить осевое смещение коленчатого вала. Максимально допустимой величиной осевого зазора считается величина — 0,35 мм. При увеличении зазора необходимо установить новые полукольца. Если после этого зазор все еще остается больше допустимого – требуется установка ремонтных полуколец с толщиной увеличенной на 0,127 мм. При установке, необходимо , чтобы поверхность полукольца, на которой имеются смазочные канавки, была обращена к стороне упорных поверхностей коленчатого вала.
При сборке двигателя следует обратить особое внимание на правильность установки вкладышей. Вкладыши с внутренней круговой проточкой, укладываются в опоры блока цилиндров «1», «2», «4», «5»
В крышки коренных подшипников , укладываются вкладыши без внутренней канавки. Вкладыши для средней, третьей, опоры отличаются от остальных.
Устройство блока цилиндров
Блок цилиндров двигателя должен удовлетворять следующим требованиям: обеспечение соосности всех постелей, а также соблюдение равного диаметра постелей. Также существуют блоки, в которых эти требования не соблюдаются, но это только специальные и экспериментальные конструкции.
Как мы заметили ранее, блок цилиндров является основой для других агрегатов. Его основные детали следующие:
- Цилиндр двигателя. Чем они больше, чем мощнее мотор. Объем суммируется и конечная цифра озвучивается в характеристиках автомобиля. Главной деталью цилиндров являются гильзы, которые бывают двух типов. Первый тип используется только в алюминиевых блоках – это впрессованные непосредственно в блок цилиндров гильзы. Второй тип – съемные гильзы. Они бывают «сухие» и «мокрые».
- Головка блока. Состоит из мест для крепления ремня ГРМ, камеры сгорания, отверстий для свечей, впускных и выпускных каналов, а также рубашки охлаждения и каналов смазки. Крепится головка сверху самого блока цилиндров. Но если другие агрегаты в автомобиле крепят просто «на глаз», то есть до того момента когда болт не повернуть, то здесь болты затягивают с помощью динамометрического ключа. У каждого автомобиля свои параметры и схемы для затяжки, которые нельзя нарушать.
- Картер. Во всех двигателях внутреннего сгорания картеры можно назвать именно частью блока, а не навесным агрегатом. Представляет собой корпус для кривошипно-шатунного механизма. Крепят картера снизу блока цилиндров, для защиты закрывают специальные поддоном.