Чем лучше варить кузов автомобиля
Содержание:
- Проводим работы своими руками
- Выбор сварочного оборудования
- Типы рам автомобилей
- Процесс сварки кузова автомобиля полуавтоматом
- Возможные дефекты
- Настройка сварочного аппарата
- Правила инверторной сварки кузова автомобиля
- Классификация и маркировка сварочных аппаратов
- Сварка кузова
- Меры предосторожности перед сваркой
- Сварка кузова автомобиля
- Итог
Проводим работы своими руками
Ремонтировать автомобиль самостоятельно лучше оборудованием, выпущенным заводским способом, но при желании используют подручные средства или изготавливают сварочный автомат из инвертора своими руками. Подготовка к сварке предусматривает обеспечение пожарной безопасности, собственной защиты и автомобиля. Для этого освобождают захламленный выход из помещения, ставят ведро с водой, надевают средства индивидуальной защиты и накрывают необрабатываемые части автомобиля.
Ржавые детали снимаются с автомобиля, прогнившие места вырезаются. Для этого понадобится просверливание, использование болгарки или автогена. Обрезанные края зачищаются и покрываются грунтом.
Сварка кузова заключается в заделке дыр, наваривании новых деталей к корпусу или выпрямлении вмятин. Приваривать новые детали и ставить заплатки лучше стежками длиной 2 см с расстоянием между ними 5 см – в данном случае конструкция получится жесткой, а затем обработать оставленные промежутки.
Если сварочные швы на внешней детали, то они зачищаются болгаркой и шлифуются.
Сварка требует наличия расходных материалов, оборудования, умения с ним обращаться. При тщательном изучении вопроса и наличии практики кузовной ремонт легко делается без привлечения посторонней помощи.

Очень часто, приобретая подержанный автомобиль, покупатели сталкиваются с различными проблемами состояния кузова
Перед сделкой необходимо уделить большое внимание даже самым незначительным нюансам, потому что они практически всегда оказывают сильнейшее влияние в будущем
При покупке подержанной машины большинство людей уделяют должное внимание только техническим характеристикам, внешнему вида, количеству лошадиных сил и т.д. Но как не странно, кузов автомобиля практически не проверяют, а всего лишь бегло осматривают его с внешней части
Стоит сказать, что внутренняя часть кузова не всегда находится в таком же состоянии, как внешняя.
Большинство экспертов говорит нам о том, что практически все модели отечественного автомобильного производства исправно сохраняют первоначальное состояние кузова в течении десяти лет эксплуатации. Иномарки в этом плане выигрывают у наших машин, их кузов может «держать» заводское состояние в течение пятнадцати лет.

Выбор сварочного оборудования
Аппарат на переменном токе
Автовладельцы часто выбирают сварочное оборудование с принципом работы, основанным на переменном токе. Но он не пригоден для работы по кузову по нескольким причинам:
- получаемые сварочные швы невысокого качества;
- возникают проблемы с доставанием электродом нужных мест из-за громоздкости оборудования;
- подобным аппаратом варят железо толщиной больше, чем на кузове: 1 мм прожигается подчас насквозь, лучше варить им при толщине свыше 6 мм;
- довольно сложный инструмент.
Аппарат переменного тока рекомендуется, когда предстоят простые сварочные работы автомобиля, вроде заваривания лопнувшей рамы.
Углекислотный полуавтомат
Это наиболее часто встречающееся оборудование, успешно применяемое при самостоятельном ремонте автомобиля. Сварка на нём производится посредством проволоки, поступающей в зону работы. Полуавтомат лучше выше охарактеризованного оборудования по нескольким пунктам:
- сварочные работы доступны при 0,8–6 мм толщины железа;
- шов аккуратный;
- качество хорошее;
- можно использовать аргоном, тогда получится проводить сварочные работы на цветном металле;
- опыт требуется меньше: не нужно поддерживать постоянную дугу;
- расходность материала, деформированность металла автомобиля ниже.
При полуавтоматической сварке проволока подаётся в рабочую зону. Она служит в качестве электрода при сваривании железа на высокой скорости. Металл плавится, не сгорая, элементы надёжно крепятся. Шов, полученный после сварки углекислотным аппаратом, внешне и с точки зрения механики очень качественный.
Недостаток полуавтомата — большие размеры и масса, что обусловило стационарность работы.
Инвертор
Сварка автомобиля инвертором доступна даже тем, кто не имел опыта работы. Этот прибор практичнее, когда сварочные мероприятия хочется ускорить. В нём используются высокочастотные токи — до 2 тысяч Гц. Преимущества инвертора:
- компактность;
- сварка на высокой скорости;
- инвертором можно варить при пониженном напряжении в сети;
- простота в использовании;
- хорошее качество швов инвертором даже у начинающих.
Минусы выбора этого аппарата при сварке автомобиля:
- дорогой;
- сварка металла не более 3 мм толщиной;
- пылечувствителен.
Конечно, при повреждениях кузов лучше заменить, что довольно дорого. Рекомендуется также обращаться к специалистам. Для экономии бюджета вполне можно выполнить сварочные работы по кузову самостоятельно, главное тут — оценить потребности и сложность ремонта, а затем посмотреть видеоуроки с советами. С инвертором даже начинающий автовладелец вполне справится с нужным объёмом мероприятий, иное оборудование требует наличия навыков, опыта обращения. Выбирайте тот вариант, который вам будет лучше подходить, рассмотрев все плюсы и минусы разных вариантов.
Типы рам автомобилей
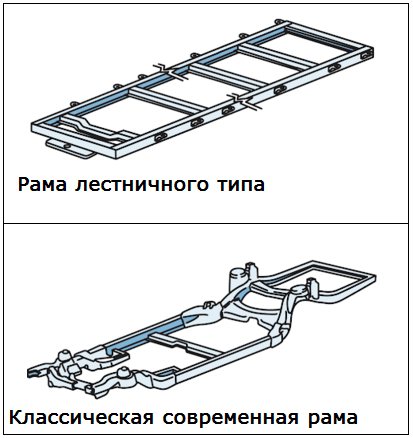
Типы рам в зависимости от конструкции:
- Рама лестничного типа (имеет такое название из-за сходства с лестницей)
- Рама, совпадающая с периметром кузова автомобиля (классическая, подобна раме лестничного типа)
- Х‑образная (применялась в американских автомобилях 1950–1960 годах)
- Пространственная рама (space frame), трёхмерная конструкция из труб.
Типичный материал, используемый для создания рамы автомобиля – углеродистая сталь или сплавы алюминия (чтобы достичь конструкции более лёгкого веса).
В случае с отдельной рамой, она сделана из структурных элементов, называемых балками. Это простые конструкции из стальных профилей разного сечения.
- Секции рамы могут быть изготовлены из С‑образного профиля (наиболее распространённый тип балок).
- Коробчатого профиля (квадратной трубы)
- трубчатых секций (труба круглого сечения).
Рамы могут иметь закруглённые арки. Таким образом, вместо того, чтобы возвышаться над полуосями, рама с арками располагается ниже, примерно вровень с полуосями и огибает их.
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
-
далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;
Расположение переключателей на передней панели сварочного аппарата BlueWeld
-
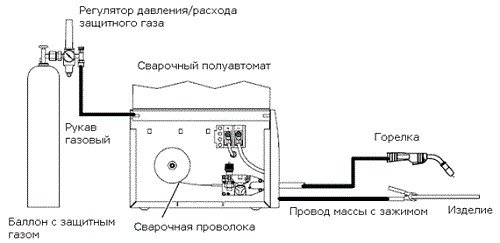
теперь к баллону с углекислым газом подключается редуктор так, как показано на фото;
Понижающий редуктор подключается к баллону с углекислым газом
-
бобина со сварочной проволокой закрепляется в аппарате, после чего конец проволоки заводится в подающий механизм;
Сварочная проволока заводится в подающий механизм
-
сопло на горелке откручивается пассатижами, проволока продевается в отверстие, после чего сопло прикручивается обратно;
Снятие сопла со сварочной горелки
- после заряжания аппарата проволокой с помощью переключателей на передней панели аппарата выставляется полярность тока сварки: плюс должен быть на электрододержателе, а минус на горелке (это так называемая прямая полярность, которую ставят при работе с медной проволокой. Если же сварка производится обычной проволокой без медного покрытия, то полярность необходимо поменять);
-
теперь аппарат подключается к сети. Горелка с электрододержателем подносится к ранее подготовленному свариваемому участку. После нажатия кнопки на электрододержателе раскалённая проволока начинает выдвигаться из сопла, одновременно открывается подача углекислого газа;
Процесс сварки автомобильного кузова полуавтоматическим аппаратом
-
если сварной шов будет длинным, то сварка производится в несколько приёмов. Вначале привариваемый участок «прихватывается» в нескольких точках. Затем делается 2–3 коротких шва по линии соединения. Они должны отстоять друг от друга на 7–10 см. Этим швам необходимо дать остыть в течение 5 минут;
Несколько коротких предварительных швов
-
и только после этого оставшиеся участки соединяются окончательно.
Края повреждённого кузова сварены окончательно
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома
А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой
Возможные дефекты
При сварке тонкостенных изделий возможно возникновение следующих дефектов:
- Прожоги. Этот дефект появляется именно потому, что детали имеют малую толщину. Избежать поможет грамотный выбор силы тока и оптимальная скорость.
- Деформация деталей. Нагретая поверхность может начать растягиваться, изменяя свою форму. Чтобы этого избежать, можно попробовать чередовать на всей длине шва свариваемые участки, чтобы дать время им охладиться.
- Непровар. Этот дефект сделает изделие негерметичным. Автомобиль станет уязвим для плохой погоды с осадками. Следует не выбирать слишком большую скорость, правильно настраивать инвертор, следить за соответствием электродов типу основного материала.
- Наплывы. Сила тока не должна быть слишком большой. Возможно применение специальных подложек.
Для сварки тонкостенных конструкций необходима сушка и предварительное прокаливание электродов.
Настройка сварочного аппарата
Качественная сварка полуавтоматом для начинающих не может обойтись без тонкой настройки аппаратуры.
Перед использованием устройства сварщик должен установить:
- силу тока;
- скорость подачи проволоки;
- необходимое давление защитного газа.
Большинство полуавтоматов для сварки поставляется вместе с сопроводительной документацией, содержащей оптимальные настройки для тех или иных режимов работы. Там указаны параметры, от которых следует отталкиваться при тонкой настройке аппаратуры.
Проверить правильность настройки параметров можно на отдельных ненужных кусках металла. Для выставления правильных параметров при работе в среде защитных газов необходимо следить, чтобы сварной шов был гладки и равномерный, без потеков и прерываний.
Оптимальное давление рабочего газа, как правило, должно находиться в пределах между 1-2 атмосферами.
Подготовка полуавтомата к работе включает следующие шаги:
-
Выбор оптимального радиуса проволоки.
Большинство данных расходников идут с радиусом от 0.03 до 0.06 сантиметров. Наиболее оптимальным выбором для большинства материалов является проволочный радиус 0.04 сантиметра. - Протяжка проволоки до выхода из горелки и настройка степени ее прижатия.
-
Подготовка оптимального защитного газа.
Чаще всего используется два вида газа: углекислый и аргон. Первый вариант дешев, распространен и отлично подходит для сваривания стальных деталей. Аргон более дорогой защитный газ, обеспечивающий высокую стабильность электрической дуги и уменьшающий количество металлических брызг при проведении работ. - Подключение газового баллона к аппаратуре.
Сварка полуавтоматом в среде защитного газа.
При настройке аппаратуры необходимо придерживаться определенных правил, позволяющих, при наличии определенных умений, получить ровный и качественный шов:
- обеспечение равномерного горения дуги;
- установка электродной проволоки направление вперед;
- проведение очистки швов от накопившегося шлака.
Наиболее оптимальные настройки аппаратуры указаны в сопроводительной документации к сварочной установке. Однако, не всегда стоит полностью доверять заводским параметрам.
Так, на рабочие свойства устройства могут влиять:
- различные режимы работы;
- качество электрической сети;
- состав соединяемого сплава;
- температура окружающей среды;
- толщина и состав присадочной проволоки;
- пространственные положения работ;
- состав защитного газа.
Самыми часто возникающими ошибками при настройке аппаратуры для сварки являются:
-
Громкие посторонние звуки, напоминающие треск.
Подобные симптомы могут быть при недостаточной скорости подачи припоя. Дабы избежать таких недоразумений следует увеличить скорость подачи присадочных материалов. -
Сильные разбрызгивание металлических капель.
Неисправность возникает при недостатке защитного газа. Устранить проблему можно проверив редуктор или увеличив мощность газового потока. -
Плохой провар и низкое качество шва.
Неисправность, связанная с неправильной настройкой напряжения и индуктивности. -
Неравномерная ширина валика.
Дефект может возникать из-за неверного выбора скорости движения горелки.
Правила инверторной сварки кузова автомобиля
Сварочные работы проводятся для восстановления повреждений или устранения коррозии. Применяются несколько способов выполнения этой задачи. В данном списке особое место занимает сварка поврежденного кузова автомобиля инвертором.
Этот метод обеспечивает качественное соединение деталей, и позволяет добраться к труднодоступным зонам.
Но у инверторных сварочных аппаратов есть и отрицательные стороны, поэтому такие приборы рекомендуется использовать в отдельных случаях.
Пошаговая инструкция сварки кузова
Инверторный сварочный аппарат позволяет соединить детали толщиной от 0,8 миллиметров. Максимальная толщина элементов машины не должна превышать 6 миллиметров. Перед тем, как варить кузов автомобиля, необходимо определить объем работ, и закрыть части кузова, сварка которых проводиться не будет.
Если сварка используется при устранении коррозии своими руками:
- срезается часть металла, поврежденная коррозией, иле же детали удаляются полностью;
- края, по которым проходит срез, грунтуются;
- после обработки при помощи инвертора привариваются отдельные отрезки металла, или целые детали.
Если на поверхность крепятся новые элементы, сваривать инвертором следует при помощи электродного пошагового метода:
- длина швов составляет два сантиметра;
- интервал между швами не превышает шести сантиметров;
- после прохода по всему периметру детали, производится полноценная сварка.
Эта система позволяет обеспечить высокий показатель прочности и жесткости сварного шва. Для обработки швов после сварки потребуется болгарка. Если не выполнить шлифовальные и покрасочные работы, крепление быстро придет в негодность.
При поэтапной сварке следует делать перерывы, необходимые для остывания раскаленного металла. Длительность в зависимости от толщины деталей может составлять несколько часов.
Средства защиты
Сварщику, работающему с инвертором, необходимо обеспечить собственную защиту в процессе осуществления задачи. Данное условие выполняется при помощи:
- маски;
- перчаток;
- огнезащитного комбинезона.
Средства защиты должны максимально закрывать тело во время сварки. Необходимо следить за тем, чтобы на одежде не было складок и карманов, куда попадают раскаленные или расплавленные частицы металла.
Без спецодежды невозможно обеспечить достаточный уровень безопасности, поэтому не стоит рисковать, если защитная форма отсутствует. Также в рабочем помещении рекомендуется наличие огнетушителя или емкости с водой на случай возгорания.
Источник
Классификация и маркировка сварочных аппаратов
При приобретении оборудования, многие задаются вопросом о том, какой сваркой лучше варить кузов автомобиля. Для правильного выбора, нужно знать, как классифицируется сварочные аппараты.
Аппарат на переменном токе
Сварочные аппараты, популярны среди автомобилистов, однако их использование имеет ряд недостатков:
- Сварные швы имеют низкое качество.
- Электрод, в силу громоздкости сварного оборудования, не способен достать до ряда участков, требующих ремонта.
- Потребуется время для освоения сварочного аппарата.
- Подходит для варки толстого (более 5 мм) железа. На кузове авто зачастую встречается металл толщиной от 3 мм. Они практически сразу насквозь прожигаются аппаратом на переменном токе.

Инвертор
Что касается использования инвертора при ремонте кузова автомобиля, то это оборудование подойдет для:
- Получения хорошего качества сварных швов.
- Быстрого выполнения ремонтных работ.
- Использования устройства в условиях пониженного напряжения сети.

Инвертор имеет и ряд недостатков:
- Высокая стоимость оборудования.
- Чувствительность пыли.
- Толщина свариваемого металла не должна превышать показатель в 3 мм.
Углекислотный полуавтомат
Сварочный полуавтомат для кузовных работ имеет следующие преимущества использования:
- Аккуратный сварной шов высокого качества.
- Можно выполнять варку металла толщиной от 0,8 до 6 мм.
- При использовании аргона возможность восстановления деталей из цветных металлов.
- Нет необходимости в поддержании постоянной дуги.
- Степень деформированности металла автомобиля ниже, в результате уменьшается расходность материалов.

К недостаткам полуавтомата относят большую массу и габариты – из-за этого, устройство можно использовать только в пределах гаража. Для функционирования прибора необходима только розетка.
Полуавтомат используют при починке элементов из цветных металлов. Чтобы соединить такие детали, применяют технологию газовой сварки. На корпусе устройства расположена маркировка следующего вида:
- МИГ или MIG. Модель с данной маркировкой предназначена для сваривания деталей из алюминия и прочих цветных металлов.
- МАГ или MAG. Устройство для сваривания элементов из стали, черных металлов. Соединение выполняется с использованием окисей углерода и активных газов.
- ТИГ или TIG. Сварка деталей выполняется при помощи вольфрама. Этот элемент устойчив к воздействию высоких температур.
Сварка кузова
При длительной эксплуатации автомобиля многие детали кузова начинают гнить. В первую очередь к ним относятся двери, пороги, места под бамперами, крыльями и колесами. Это происходит, в частности от того, что они подвержены сильному загрязнению.
К этому можно прибавить и внутреннюю часть багажника, особенно, если в него укладывают запасное колесо, не всегда очищенное от грязи. Для того, чтобы убрать начавшие гнить места потребуются ремонтные работы.

Перед началом необходим внимательный осмотр кузова, чтобы можно было увидеть все недостатки и определиться с объемом предстоящей работы.
При необходимости сваривания элементов кузова оптимальным решением будет использование углекислого полуавтомата. Утвердительным будет также ответ на вопрос, можно ли варить автомобиль инверторной сваркой. Преимуществом будет отсутствие баллона с быстро-воспламеняющимся газом и принятия дополнительных мер безопасности в связи с этим.
Перед сваркой кузова необходимо внимательно осмотреть его и оценить состояние чистоты. Для этого кузов придется разобрать, снять крылья и, при необходимости дверцы. Следует удалить следы предыдущей обработки
В первую очередь надо обратить внимание на днище кузова, его пороги и колесные арки, где чаще всего появляется ржавчина
Затем следует обозначить места и их границы, где требуется ремонт или замена. Если коррозия носит поверхностный характер, то удалить ее можно применением химических средств. После этого требуется провести антикоррозийную обработку.
Все проблемные участки придется вырезать и приварить на эти места заплатки. Для ремонта днища подойдут любые куски металла, но все же желательно, чтобы они по своему составу подходили к основному. Необходимо подогнать все свариваемые куски по размеру, лишнее отрезать, а что-то подогнуть. Если приваривается новый материал, то он должен прилегать к кузову как можно более плотно. Сварку лучше проводить методом внахлест. Особенно это касается ремонта порогов, где сплошной шов недопустим.
Для того, чтобы правильно настроить сварочный аппарат для авторемонта, следует потренироваться на кусках металла соответствующей толщины, и сварить их таким методом. Это поможет сделать настройки правильными. После того, как деталь приложена к поверхности кузова, ее надо прихватить в нескольких местах короткими поперечными швами для того, чтобы она хорошо держалась.
С помощью инвертора можно выполнять не только ремонтные работы, но и проводить усовершенствование автомобиля. Сваркой имеется возможность установки дополнительного оборудования — устройства на крыше приспособления для багажа, стоек для дополнительных осветительных приборов.
Меры предосторожности перед сваркой
Работа с аппаратом сопряжена с некоторыми рисками, поэтому мастер должен соблюдать следующие правила:
- Сварку выполняют в боксах с ширмами, защищающими глаза от светового излучения. Минимальная высота экрана – 150 см.
- При работе в гараже к устранению дефектов кузова приступают после проветривания, включения принудительной вытяжки.
- При сварке в помещениях с повышенной влажностью от поражения током мастера защитят резиновый костюм и коврик. При работе в положении лежа или сидя подкладывают войлок.
- Перед началом сварки осматривают кабель и другие важные компоненты аппарата. Для работы применяют только качественное оборудование и расходные материалы.
- При сварке кузова предварительно сбрасывают массу аккумулятора, что исключает случайное возгорание. При ремонте деталей, расположенных вблизи бензобака, последний демонтируют.
- Передвигать полуавтомат можно только в выключенном состоянии. Во время перерыва оборудование размещают на диэлектрической подставке.
Сварка кузова автомобиля
Кузов – это главная составляющая любого автомобиля, требующая тщательного ухода, своевременной проверки и ремонта, одним из видов которого является его электросварка своими руками. В гаражных условиях сварка кузова автомобиля своими руками вполне выполнима при наличии углекислотного полуавтомата, способного варить проволокой. Он позволяет сваривать листы от 0,8 до 6 миллиметров. С помощью полуавтомата можно заделать заплатами любые прорехи, приваривать новые детали (лонжероны, пороги, крылья), выправить вмятины.
Cварка автомобиля сделанная своими руками
Двуокись углерода под давлением подается в зону сварки, при этом вытесняя обычный воздух, тем самым защищая металл от излишнего окисления. Это позволяет сохранить металлические частички в большем объеме, поэтому он не сгорает, а только плавится.
Если же двуокись углерода заменить аргоном, то можно варить даже цветные металлы – нержавейку, алюминий или сплавы других металлов
При этом важно использовать такую же присадочную проволоку из того же металла – из алюминия или нержавейки
Подготовка металла к сварке
Электросварщиком ручной дуговой сварки, перед началом работ обязательно должна быть проведена подготовка металла под сварку. Места кузова и кузовные детали, подлежащие сварке, тщательно должны быть очищены от краски, ржавчины, масла и других загрязнений. Преимущество полуавтоматической сварки заключается в механизированной подаче плавящегося электрода, высокой скорости сварки тонких листов металла, снижении зоны теплового влияния на свариваемые детали, что приводит к повышению качества шва как внешне, так и по механическим свойствам, снижению расхода материалов и деформации металла.
В зависимости от доступности соединяемых деталей, их назначения в конструкции кузова, конструктивного расположения узла и толщины соединяемых деталей, сварку автомобиля своими руками можно выполнять прерывистым или сплошным швом. Прерывистый шов можно применять на тонколистовом металле при наличии широкого зазора между соединяемыми деталями, что требуется для предотвращения опасности прожога. Сварку сплошным швом выполняют при соединении деталей встык.
Уменьшения передачи тепла металлу можно добиться периодической подачей тока и сварочной проволоки. Соотношение между временем выполнения сварки и перерывом подбирается в зависимости толщины соединяемых деталей и величины зазора между ними. Во время перерыва происходит охлаждение сварочной ванны, устраняя тем самым возможность прожога.
Своими руками дуговая сварка кузова осуществляется следующим образом:
1. Перед тем, как пользоваться электросваркой, необходимо проверить сеть на нагрузочную способность, другими словами, вам надо быть уверенными в том, что ваша проводка выдержит нагрузку сварочного аппарата. Лишь только после этого вы можете начинать подготовку к сварке.
2. “Зарядите” полуавтомат сварочной проволокой. Это можно сделать так: снимите сначала газовое сопло сварочной горелки, потом с помощью ключа отвинтите ее медный наконечник, затем отведите прижимной ролик с проволокой и установите требуемую полярность тока. При сварке флюсовой проволокой надо плюс установить на зажиме, а минус на горелке. В случае использования обычной проволоки, полярность надо будет поменять – плюс на горелке, а минус – на зажиме.
После этого требуется вручную завести конец проволоки на 10 – 20 см в подающий канал и подвести прижимной ролик, удерживая проволоку от осыпания. Обязательно проверьте, что проволока попала в ложбинку на ведущем ролике.
После выполнения всех этих действий можно будет подключить полуавтомат к сети и нажать клавишу на ручке сварочной горелки. Сначала произойдет подача газа, а затем включится подача сварочной проволоки и тока. Затем надо выбрать и надеть на проволоку требуемый медный наконечник, закрутить его и установить газовое сопло.
При сварочных работах в кузове обычно провариваются все части, кроме передней, так как нагрузка на нее является минимальной. Исключение составляют транспортные средства, в которых на переднюю подвеску делается больший упор, а именно – место крепления передних “лап” к поперечной балке надо хорошо проварить
Проваривать пол можно с обеих сторон, только при этом не забудьте обработать специальным грунтом сварные швы, это очень важно. Переднюю часть автомобиля, то есть крылья и капот обычно не проваривают, но тщательную обработку швов поддона, стоек и задней части требуется провести обязательно
Итог
При самостоятельной сварки нужно лишь потратится на сварочный аппарат (который, кстати можно взять в аренду), расходные материалы для сварки, что позволит существенно сэкономить семейный бюджет. Однако при этом все работы вы будете выполнять самостоятельно, а это значит, что все затраты по времени, и вся ответственность лягут на ваши плечи.
Выполнить сварку кузовной части машины своими руками возможно лишь при соблюдении технологии проведения таких работ и выполнении требований, касательно техники безопасности. В целом же сварка кузова — это достаточно сложная и трудоемкая работа, требующая наличия не только инструментов и оборудования, но и определенных знаний и навыков.