Притирка клапанов своими руками
Содержание:
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты
Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла
Для препятствия этому на шток можно надеть кусочек войлока.
Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Другие случаи, в которых требуется демонтаж ГБЦ
Конечно, снимать ГБЦ требуется не при каждой поломке. Это необходимо лишь, если нужен серьезный ремонт. К таким «крупным» случаям относятся:
- Износ прокладки.
- Образование нагара на деталях.
- Деформация клапанов.
- Необходимость замены направляющих втулок.
- Выход из строя распредвала и т.п.
Конечно, ремонт самостоятельный или в сервисе в любом случае подразумевает определенные финансовые затраты. Чтобы обеспечить бесперебойную работу двигателя, нужно регулярное проведение диагностики головки блока цилиндров. Рекомендуется использование качественного топлива. Кроме того, старайтесь не допускать перегрева автомобиля – из-за этого ГБЦ может повести.
Если какие-то моменты остались вам непонятными, то вы можете наглядно ознакомиться с процессом замены клапанов, посмотрев видео:
https://youtube.com/watch?v=wOqhy0rrV98
Притирочная паста
Она в процессе работы наноситься на кромку клапана и служит как мелкая шкурка, которая притирает клапан к его гнезду. Существует множество вариантов притирочной пасты. Например, такие как на рисунке в форме клапанов. Её следует выбирать из своих финансов и предпочитаемого производителя.
Притирочная паста отличается по степени обработки: от крупнозернистой (для первоначальной обработке) до мелкозернистой (для окончательной обработке). Последнюю рекомендуют специалисты по ремонту двигателей, т.к. с ней процесс пойдет быстрее. Все зависит не от самой пасты, а от состояния клапанов и фасок и правильности процесса. Для кого-то обычный тюбик за 100 рублей сойдет, другим подавай только профессиональную.
Если делаете самостоятельно, то лучше начать с обычной притирочной пасты, не с самой дорогой. Если что-то пойдет не так, то докупить нужную в процессе.
«Шарошка» для снятия металла
Данный инструмент применяется для восстановления седел клапанов. Она представляет насадку для клапанного гнезда, сделанную по форме посадки клапана. Закрепляется как правило в дрели как сверло и имеет малые размеры.
Нужны ли шарошки? Смотрим на сёдла, которые запрессованы в головке. Если они не повреждены, то можно приступать к притирке, но если повреждены (прогаром), тогда нужно обработать специальными шарошками. В общем, технология такова — сперва лучше поменять направляющие клапанов, далее притирка.
Новые клапана
Они не всегда нужны. Если обнаружили, что клапана несколько изогнуты, то попытка их выпрямить ни к чему не приведет, за исключением потраченных сил и времени. Более правильным будет направиться в магазин и приобрести новый комплект клапанов для двигателя.
При замене клапанов обратите внимание на качество. Высота их должна быть одинаковой, на стержнях, торцах и рабочих уплотняющих фасках не допускается рисок и шероховатостей
Лучше перед установкой отполировать стержни до зеркального блеска. Полировке стоит подвергнуть также плоскость тарелки и «черную» шейку клапана, так он будет меньше нагреваться и обрастать нагаром. Уплотняющую фаску не трогайте, её надо только притереть к седлу.
Инструмент
Можно использовать для этих целей дрель и резиновый шланг. Процесс выглядит следующим образом: одеваем на дрель шланг (можно с помощью сверла, а закрепляем хомутами), а на этот шланг одевается клапан двигателя (крепим с помощью хомутов) с нанесенной притирочной пастой.
Далее вставляем клапан в гнездо и начинаем процесс притирки. Главное не давать максимальных оборотов дрели, процесс должен происходить на малых оборотах (400-500 об/мин). Если больше оборотов, есть риск перегреть седла или пояски клапанов. Также не надо совершать круговые движения, а лучше имитировать работу клапана вперед и назад. Данный способ не очень хороший, и занимает много времени.
Что необходимо для притирки
Регулировка клапанов на ВАЗ 2107 своими руками
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Штрафы за пересечение стоп-линии и превышение скорости больше не побеспокоят!
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
Опции темы
Методы формирования геометрии сопряжения
Придать правильную форму клапану и седлу можно как вручную, так и на специальном станке, но при этом точность размеров будет отличаться на порядок. Наибольшую точность даёт станок для обработке сёдел и клапанов, наименьшую- ручная притирка клапана об седло при помощи абразивной притирочной пасты.
Клапана притирают при замене клапанов, а также притирают старые клапана при текущем ремонте, когда износ в пределах допустимого.

Станки. Станок для притирки клапанов на самом деле ничего не трёт, он предназначен для нарезания фаски седла и клапана позволяет сделать максимально точное сопряжение за счёт жёсткой центровки. Таким образом, получается высокоточный нарезанный профиль, который даёт максимальное качество. После данной обработки не требуется больше никаких действий, просто помыть и собрать головку.

Ручные фрезы. За неимением возможности обработать детали на высокоточном оборудовании можно воспользоваться ручными фрезами. Они бывают разного диаметра для разных моделей двигателей. На сёдлах нарезают три фаски- под 30 и 60 градусов, а сверху них- под 45 градусов. Новые клапана в таких случаях не обрабатывают, а если используются старые, то их нужно направить или притереть.
Притирка клапанов абразивной пастой- приспособления для притирки клапанов своими руками. Притирка поможет только в том случае, если плоскость ответных деталей- клапана и седла- совпадает и не надо ничего править, а требуется лишь убрать некоторые неровности, иначе поможет только правка фрезой. В этом случае на кромку клапана, в местах сопряжения по всему периметру наносится притирочная паста. Клапан вставляется в своё посадочное место. Далее клапан надо одновременно слегка прижимать к седлу и в то же время вращать вокруг оси, тем самым давая стираться неровностям на поверхности.

После притирки обязательно смойте все абразивные частицы с деталей!
Видео: притирка клапанов Daewoo Lanos
https://youtube.com/watch?v=83gB6JyU-nA
Основные способы притирки клапанов
На сегодня можно выделить несколько методик притирки:
1. Для работы используйте резиновый шланг, которым мы запаслись заранее, дрель или специальное приспособление, как на фото, но здесь придется поработать ручками.

Смысл прост, рассмотрим притирку клапанов при помощи дрели. С помощью хомутов зажимайте трубку на вращающейся части дрели, а с другой стороны закрепляйте клапан (снова-таки, хомуты в помощь).
Края клапана должны быть обработаны притирочной пастой. Головка блока цилиндров устанавливается на чистую ровную поверхность.
После этого вставляйте изделие в гнездо и нажимайте на кнопку дрели. Главное при выполнении такой работы – не переборщить с оборотами (они должны находиться на уровне пятисот оборотов в минуту).
Если вы перестараетесь, то есть риск перегреть «пояски» клапанов и их седла
Важно не просто имитировать круговые движения, но и производить повороты на 30-35 градусов
В завершении работы на поверхности клапана должна появиться тонкая дорожка, имеющая 1,5-2 мм в толщину. По завершении притирки изделие обрабатывается, а лишняя паста убирается керосином.
Этот способ пользуется большой популярностью у автолюбителей, но назвать его эффективным сложно. Минус такой притирки низкая общая эффективность.
2. Второй вариант более сложен и эффективен. С его помощью можно придать скорректировать изделие, убрать нагар и раковины, придать правильную коническую форму.
Для начала снимайте клапана с помощью съемников и удаляйте нагар с помощью металлической щетки
Действуйте очень осторожно, чтобы не сделать дополнительных царапин на поверхности
При небольшом нагаре будет достаточно и обычной притирки. Если же повреждения более серьезные, то для обработки клапана понадобятся специальные шарошки.
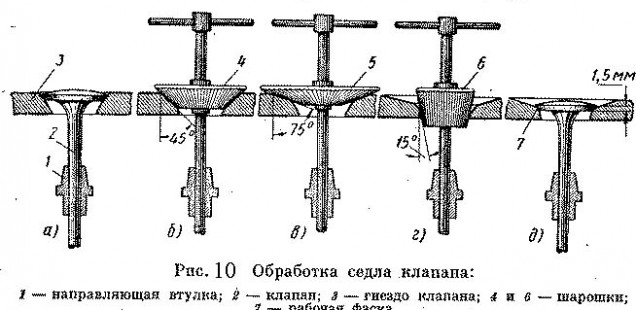
Обработка начинается с 45-ти градусного изделия. Второй этап – срезка появившегося пояска шарошкой на 15 градусов. Завершающий этап – обработка с помощью 75-ти градусной шарошки.
Как только работы по исправлению фаски завершены, можно проверить концентричность индикатором. Максимально допустимое биение – до 0,03 мм.
В случае если оно больше, то потребуется дополнительная притирка клапанов и корректировка фаски. Выполнять работу можно вручную, отверткой или с помощью ручной дрели.
Действуйте в такой последовательности:
- Ставьте под клапан пружинку (желательно как можно слабее);
- наносите на фаску седла и клапана притирочную пасту;
- производите вращение клапана на сто двадцать градусов в одну и на 95-100 градусов в другую сторону (с небольшим нажатием).
Работа выполняется до тех пор, пока все имеющиеся царапины или углубления не будут убраны. Остается только протереть клапан и очистить его от имеющейся пасты.
Для контроля качества притирки по периметру рабочей части клапана наносятся черточки (с помощью карандаша). Если работа выполнена качественно, то все риски должны быть стерты.
Оценить качество работы просто – на поверхности клапана должна появиться серая дорожка.
Учтите, что работа по притирке клапанов очень точная и требует особых навыков. Но все реально. Главное – четко соблюдать технологию работы и при необходимости консультироваться с мастерами. Удачи на дорогах и конечно же без поломок.
Процесс притирки
Клапан рассухаривается и снимается, после чего на край его тарелки, в месте, где он упирается в седло, наносится тонкий слой притирочной пасты. Обработанный таким образом клапан вставляется в направляющую и полностью утапливается в седло.
С обратной стороны его хвостовик зажимается фиксирующим приспособлением или трубкой и начинается процесс притирки. Для этого он проворачивается приблизительно на пол-оборота, потом поднимается вверх, с легким усилием снова опускается в седло, при этом должен быть слышен легкий шлепок, и проворачивается на пол-оборота в обратную сторону. Этот процесс продолжается около 2 минут, после чего требуется проверить притирку. Нужно отметить, что паста имеет специально подобранную консистенцию, которая идеально проявляется при обработке поверхности в течение не менее 2 минут, ее элементы разбиваются, обеспечивая более высокое качество притирки.
Сделать проверку степени притертости достаточно просто. Сначала снимается приспособление, удерживающее хвостовик клапана, он снимается, промывается и внимательно осматривается. Снятая фаска на тарелке не должна иметь никаких видимых изъянов – царапин или раковин. Если видны такие повреждения, операцию нужно повторять до тех пор, пока не появится ровная гладкая поверхность.
После визуальной проверки нужно провести тест на протекание. Для этого клапан тщательно промывается бензином, таким же образом вымывается седло, чтобы можно было максимально плотно усадить в него тарелку. Далее в выхлопной колодец вновь заливается жидкость, правильно притертый клапан не будет пропускать ее, на поверхности не появятся разводы, он должен остаться полностью сухим в течение не менее 2 минут.
При работе резиновой трубкой процесс производится таким же способом, но при этом затрудняется хлопок клапана об седло, поэтому притирка производится вращательными движениями при натяжении трубки. Более опытным автолюбителям можно посоветовать подсоединить конец трубки к дрели и проворачивать клапан в седле на сниженных оборотах. При этом через каждые 10 секунд нужно включать реверс, чтобы выработка металла на тарелке проходила равномерно.
В случае повреждения посадочного седла для его восстановление требуется специальный инструмент – шарошки. Он сделан по его форме и надевается на дрель, с помощью которой и обрабатывается вся область. Данная работа требует определенной квалификации, а разрушение поверхности седла чаще всего встречается при прогаре клапана, до чего лучше не доводить.
Видео:как притереть клапан и проверить качество притирки
Заключение
Чтобы притереть головку клапанов, опытному автолюбителю не придется обращаться в специализированное СТО. При работе понадобится простое приспособление, с помощью которого надежно зажимается хвостовик клапана. Это позволяет одновременно притирать и пристукивать его к седлу, что повышает эффективность процедуры. Нужно знать, что процедура притирки потребуется при установке новой детали и при капитальном ремонте двигателя.
Правильно проведенная притирка повысит динамические характеристики двигателя, позволит экономить топливо, при этом раскаленные газы не повредят клапанную систему и двигатель проходит намного дольше.
Печать
Притирка клапанов сложный процесс, который лучше доверить специалистам
Притирка клапанов выполняется во время проведения капитального ремонта двигателя, при замене клапанов, при ремонте ГБЦ. Сегодня большинство автовладельцев при возникновении серьезных неисправностей предпочитают обращаться на станции техобслуживания или в сервисные центры, если авто на гарантии. Нужно сказать, что поступают они правильно, потому что современные автомобили – это сложные в техническом плане механизмы, ремонт которых требует профессионального подхода и специального оборудования. Самостоятельный ремонт может производиться только на свой страх и риск, так как велика вероятность что-то сделать неправильно. А в случае с неправильными действиями в отношении клапанов последствия могут быть серьезными.
Естественно, все работы выполнить квалифицированно смогут только специалисты на станции техобслуживания. Ведь прежде чем приступать к работе, нужно убедиться, что клапан не погнулся, для чего придется разобрать головку. К тому же отличить погнувшийся клапан от нормального сможет только человек с большим опытом. Поэтому для выполнения любых действий с клапанами лучше отправиться на ближайшую СТО.
Если двигатель дизельный, то в этом случае ему необходимо обеспечить высокий уровень компрессии. А это значит, что притирка клапанов должна быть особенно тщательной, но и с этим можно справиться. Специалисты для этих целей используют специальную пасту, которую в процессе притирки нужно будет наносить на поверхности клапана. Помимо этого понадобится шланг длиной сантиметров двадцать и с внутренним диаметром, равным диаметру оси клапана.
Может так случиться, что пасты для притирки не окажется, тогда ее придется изготавливать. Сделать это просто – если есть наждачный круг, то надо соскоблить с его поверхности абразивную крошку, много не нужно, достаточно несколько грамм. Затем в эту крошку добавляем масло и тщательно перемешиваем – вот и все, смесь для притирки готова. Если круга нет, то можно воспользоваться стеклом, тщательно измельчив его и тоже добавив немного масла. Когда будет выполняться притирка клапанов, нужно следить за тем, чтобы абразивная смесь не попадала на стержень клапана, поскольку это может повредить направляющей втулке.
Для качественной притирки головку блока цилиндров нужно предварительно снять и разобрать, после чего установить на ровную горизонтальную поверхность. Резиновый шланг надевается на стержень и с его помощью осуществляется вращение клапана в разные стороны, прижимая при этом его к седлу. Время от времени клапан нужно перемещать, чтобы не нанести повреждений ему и седлу. Можно использовать для притирки ручную или автоматическую дрель – это существенно ускоряет процесс.
Для качественной притирки можно воспользоваться специальными устройствами – «пятачками» – которые необходимо закрепить на клапанной тарелке, например, с помощью битума. В «пятачке» имеется прорезь, куда вставляется наконечник аппарата, специально предназначенного для притирки клапанов. Вращая рукоятку такого аппарата, происходит вращение в разные стороны самого клапана. Устройство это можно заменить опять же дрелью, вставив в нее отвертку.
Необходимость притирки клапанов можно выявить, замерив уровень компрессии в цилиндрах – он должен соответствовать тому, который указал завод-изготовитель в инструкции к эксплуатации транспортного средства. В основном это зависит от условий работы двигателя, его типа, качества топлива. Если будет нарушена герметичность прилегания клапанов (независимо впускных или выпускных), это приведет к нарушению работоспособности двигателя – затрудненному запуску, нарушению стабильности.
Когда притирка клапанов будет окончена, нужно проверить, насколько качественно она выполнена. Для этого нужно удалить с их поверхности абразивную смесь и тщательно протереть их и седло в головке. Вставить клапан и повращать его «насухую». При осмотре на поверхности клапана должна быть хорошо видна серая дорожка шириной в пару миллиметров. Если она непрерывная, это значит, что процесс притирки прошел успешно.
Проверить качество притирки можно просто – делать это лучше всего сжатым воздухом.
Все статьи >>