Замена направляющих втулок клапанов
Содержание:
- Процесс замены направляющих втулок клапанов
- Замена направляющих втулок клапанов
- Как заменить роликовые направляющие на шариковые
- Процесс замены
- Причины и следствия износа втулки клапанов
- Конструкция направляющей втулки
- Результаты эксплуатации ВАЗовских направляющих клапанов
- Как меняются направляющие клапанов. Оправка для запрессовки направляющих втулок клапанов
- Порядок снятия ГБЦ и направляющих втулок
Процесс замены направляющих втулок клапанов
Направляющие втулки сделанные с металла и бронзы
Прежде, чем приступить к замене направляющих втулок, стоит понимать, что существует несколько изделий для 16-клапанного двигателя ВАЗ-2112. Можно заменить полностью ремонтную втулку в сборе, или установить бронзовую гильзу. Оба варианта идеально подходят для этого автомобиля. Рассмотрим оба процесса по отдельности. Обычно, направляющие втулки меняются с клапанами в сборе, но как показывает практика, меняются выпускные, которые прогорают, а впускные шлифуются и ставятся на место.
Демонтаж ГБЦ
Прежде, чем приступить к замене направляющих втулок, необходимо демонтировать головку блока цилиндров. Этот процесс не такой уж и сложный, как кажется на самом деле. Для начала стоит собрать необходимый инструментарий. Что же понадобится:
- Набор ключей.
- Динамометрический ключ.
- Тара для охлаждающей жидкости.
- Ветошь.
- Непосредственно сама новая прокладка.
Демонтаж направляющих втулок
Теперь, когда головка блока цилиндров снятая, ее необходимо помыть. Для этого используется специальная ванна с горячим керосином, но как показывает практика, все заканчивается мойкой керосином под давлением. Когда ГБЦ – чистая, ее необходимо разобрать
. Рассмотрим, последовательный процесс:
Этот способ подходит только тогда, когда будут устанавливаться вместо старых втулок металлические или латунные.
Установка металлических втулок клапана
Теперь, втулки необходимо подогнать под клапан и посадочное место. Конечно, для этого понадобится токарный станок. Прежде, чем провести расточку изделий, клапана шлифуются и промеряются, а посадочные места диагностируются на наличие эллипсов и царапин. После проведенных замеров на токарном станке втулки протачиваются, как внутренняя поверхность под клапан, так и наружная – под посадочное место.
Установка втулок проводится методом запрессовки.
Она надевается на специальный инструмент и по немного забивается в посадочное место. Конечно, некоторые автомобилисты их устанавливают при помощи молотка и набойник круглой формы с наковальней поверхностью. Когда направляющая втулка села на посадочное место проводится монтаж стопорного кольца и сборка головки.
Когда все собрано, можно установить на место ГБЦ и подключить ее к всей системе.
Установка бронзовых направляющих втулок
Установка направляющих бронзовых втулок отличается от стандартной процедуры. Здесь, не требуется демонтаж направляющих втулок. Итак, рассмотрим, пошаговый процесс установки бронзовых деталей на стандартные изделия:
Конечно, не всегда имеется возможность установить бронзовые втулки. Невозможно совершить данный процесс, когда выработка по внутреннему диаметру превысила показатель -0,25 мм. Но, с другой стороны, ресурс этих изделий будет выше.
Причины выхода из строя
Причин выхода со строя направляющих втулок мало, поэтому рассмотрим каждую по отдельности:
- Износ или выработка внутренней поверхности . В процессе эксплуатации наружная часть клапана трется о внутреннюю часть направляющей втулки, при этом хоть и присутствует смазка, но выработка все равно идет. Для мотора 2112 ресурс этих изделий составляет 200 000 км согласно сервисным мануалам завода изготовителя.
- Нередко, замене направляющих втулок способствуют гнутые клапана . Зачастую на внутренней поверхности появляются задиры, но деформация втулки или ее разлом тоже встречаются.
- Недостаточная смазка или малый уровень масла также сказывается на внутренней поверхности втулки, где образуется большая выработка и клапан начинает болтаться.
Существует несколько производителей, кроме АвтоВАЗ, которые производят направляющие втулки на ВАЗ-2112. Обычно в комплекте идут отдельно изделия для впускных и выпускных клапанов, но их классифицируют комплектами. Итак, рассмотрим, какие направляющие втулки можно приобрести на автомобильном рынке запасных частей:
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.
Инструмент для выпрессовки и запрессовки направляющих втулок
- Бывает, что деталь не хочет выходить. В таких случаях её высверливают. И воспользоваться лучше станком для сверления. Взяв для работы обычную дрель, есть риск повредить посадочное гнездо и создать перекос. Полностью высверливать её, возможно, и не придётся. При тонких стенках её уже будет намного легче выбить.
- Внутренняя поверхность посадочного гнёзда после извлечения должна быть максимально гладкой и идеально чистой. Не должно быть никаких царапин, шероховатостей и прочих, даже малейших, дефектов. Для получения подобного результата его нужно дополнительно обработать после выпрессовки.
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Как заменить роликовые направляющие на шариковые
Взаимозаменяемы стандартные шариковые и роликовые полозки. Чтобы заменить роликовые направляющие на шариковые, достаточно просто перекрутить салазки, придерживаясь пошаговой инструкции, описанной в последнем разделе статьи «Как установить направляющие выдвижных ящиков». При этом останутся неприкрытыми отверстия на боковинах от положения роликовых направляющих. Их можно замаскировать самоклеющимися заглушками.
Исключение – врезные полновыкатные шариковые направляющие.
Их, к сожалению, ни на что другое, с сохранением прежних габаритов короба ящика, заменить не получится. Только на аналогичную выдвижную систему. Либо перепиливать короб ящика для соблюдения тех же самых зазоров (читайте – расчет размеров ящика под шариковые и роликовые направляющие).
То же самое можно сказать об узких рельсовых направляющих. Они также являются шариковыми, но отличаются по конструкции: сами полозья значительно уже и «шарики» в ней располагаются в один ряд, а не в два. В продаже их найти вряд ли получится, обычно ими комплектуются мебельные стенки, комоды зарубежного производства.
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей.
Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.


В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.

Далее наденьте на нее головку и вставьте шток
Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
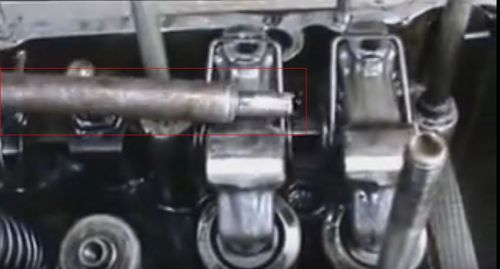
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2)

Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Ещё кое-что полезное для Вас:
- Разбор и промывка гидрокомпенсаторов своими руками — инструкция + видео
- Как установить головку блока цилиндров на двигателе
- Затяжка головки блока цилиндров — как правильно выполнить?
Причины и следствия износа втулки клапанов

На фото — клапанные втулки, если они изношены, то усиленно расходуется моторное масло
Износ внутренней поверхности клапанной втулки приводит к повышенному расходу масла, поскольку вследствие люфта быстрее изнашивается маслосъемный колпачок, масло попадает в камеру сгорания. Это вызывает повышенное нагарообразование, нарушение температурного режима работы, повышение токсичности отработанных газов, а если бы в девятке стоял катализатор, то и к выходу его из строя. Это касается в большей мере более новых двигателей на 16 клапанов ВАЗ 2110, Приора, Гранта.
В идеальных условиях, при своевременной замене хорошего масла на хорошее и при эксплуатации двигателя без перегрева, втулку стоит менять не ранее, чем через 180-200 тысяч пробега. Но если масло не соответствует нормативной вязкости, клапанные зазоры не контролируются, тогда может возникнуть боковой износ втулки из-за повышенной радиальной нагрузки на клапан и ухудшение его подвижности по оси штока. Поэтому настоятельно рекомендуется после каждой замены маслосъемных колпачков проверять зазор в клапанных направляющих втулках. Если он увеличеный или наблюдается сильный люфт — втулки необходимо поменять.
Конструкция направляющей втулки
Трактор МТЗ 82 Регулировка клапанов с протяжкой головки цилиндров Не было бы такой истории с заменой втулок клапанов и седел, если бы все головки блока были отлиты из чугуна. В таком случае монолитная чугунная головка, как на некоторых моделях Форд, Опель, старых УАЗ и некоторых грузовых автомобилях, обеспечивает необходимую соосность сопряжения клапанная тарелка/седло и проблемы снимаются. Но большинство современных автомобилей имеют головки блока из сплавов, а в отлитые головки запрессовываются седла и направляющие втулки.
Направляющие ВАЗ 2109 изготовлены из износостойкого материала, как седла клапанов, запрессованы в головку на горячую, поэтому процедура их замены не так проста, как хотелось бы. А менять иногда нужно, потому что втулка хоть и прочная, но изнашивается, а при этом теряется соосность клапана и седла и, как следствие, герметичность. Чем больше клапанов в головке, тем проблема актуальнее. В головках на 16 клапанов ВАЗ 2110 и на Приоре ситуация ничуть не лучше и работы по замене втулок ровно в два раза больше.
Результаты эксплуатации ВАЗовских направляющих клапанов
Много раз всплывал вопрос про направляющие клапанов: Какие ставить? От чего подходят? Длинные или короткие? На холодную или горячую? Устанавливать ли маслосъемные колпачки? Куда девать стопорные шайбы? Баба или мотоцикл?
Провел небольшие испытания на своем Соляке. Прошлой зимой, точнее теперь уже позапрошлой, пришло время ремонтировать головки цилиндров, вооружившись инструментом и начитавшись топиков «Урал или Днепр» J, снял головы, осмотрел и пришел к выводу о немедленном ремонте. Все мы прекрасно знаем, что большая часть направляющих клапанов на Урал или Днепр – штука тонкая, и чаще всего продаваемая в виде криво расточенного из непонятного металла левака, конечно же такое г… долго не проездит. Что ж тут поделать…. Придется что-то подбирать, конечно, я знал про ВАЗовские, и уже раз ставил одну за неимением родной, вроде бы все ок, значит, их же и воткнем. Предварительно купил набор направляющих от классики, уже расточенных и готовых к установке, SM по-моему, немецкие. К ним набор маслосъемных колпачков, тоже немецких. Захватил и новые клапаны с пружинами (родные Уралячьи). Скинул головы, промыл, рассухарил клапана. Осмотр показал, что в принципе направляющие можно и не менять, криминального люфта не было. Ну, раз уж готовиться к сезону значит все должно быть чики-пуки как идеально. Аккуратно начинаю выбивать, и вот один косяк всплыл – в левой башке направляющая на впуске вышла как по маслу.… А это значит, что если нет другой головы, то под раздроченное посадочное отверстие требуется ремонтная направляющая. Поразмыслив, прикинул, что москвичевская вполне должна подойти, по диаметру она на 0,5- 1 мм вроде бы побольше Вазовской и родной. В ближайшем автосервисе отдали нахаляву. Замерил диаметр посадки, отдал в токарку. Тщательно промыл бензином и хорошенько просушил головы. На холодную очень аккуратно оправкой забиваю в выпуск – длинные, впуск короткую ВАЗовскую и уже изготовленную Москвичевскую. Не переусердствуйте, следите за тем на сколько выйдет направляющая, рассчитайте длину, чтоб клапан нормально закрывался, а то потом помидорами закидаете. Теперь встал вопрос о маслосъемных колпачках…. Решил провести опыт, как же они поведут себя в Уралячем двигле, но стоп! В ВАЗовском направляющие стоят вертикально, и смазка происходит под давлением большем, чем в Урале. Короче поставил только на правую голову J Пружины и тарелки оставил родными, для этого удалил стопорные кольца чтобы тарелки налезли (рекомендую удалять сразу). Отшарошил слегка, притер клапана (не забудьте смазать маслом их стержни), все собрал, поставил. Откатал много….. И вот вам результаты вчерашнего обследования… Снял обе башки, поверхностно изучил…. Разницы никакой, с виду все ок. Рассухарил, стал вытаскивать клапана на правой голове (в нее были установлены маслосъемные колпачки), почувствовал люфты в направляющих. Износ хоть и не критичен, но все же он имеет место быть, а это уже нехорошо. В левой же – как будто только что поставил новье, выработки практически нет. Вот так вот! Делаем выводы: 1) направляющие ВАЗ, а при необходимости М — стоит внедрять 100% 2) на холодную ставить можно 3) стопорные колечки не обязательны 4) маслосъемные колпачки для Урала/Днепра не есть гуд
И напоследок пара советов новичкам:
К выбору направляющих втулок отнеситесь очень внимательно, некачественных подделок очень много. В первую очередь проверьте размеры покупаемых направляющих втулок: Наружный диаметр: 14,05 — 14,08 мм., длина втулки впускного клапана — 42 мм. Выпускного — 48 мм. Материал направляющих – специальный чугун! И никак иначе, лучше при покупке сильно 3.14здануть по одной молотком (уж лучше сразу проверить, чем потом где-нить в еб*нях искать новую голову) – погнулась, значит это сталь теперь можно и продавцу звиздануть, рассыпалась – то что Мессер прописал. Запрессовывайте втулки очень аккуратно, запросто могут сломаться, а еще поганее – появится микротрещина, тогда вся работа коту под хвост. Перед установкой обязательно просушите головку, чтоб ни капли масла… Прочитайте статью «Креатифф про жигулевские направляющие».
Как меняются направляющие клапанов. Оправка для запрессовки направляющих втулок клапанов
В ходе ремонта ГБЦ мне потребовалось заменить направляющие втулки клапанов. Ударные методы ремонта я не приемлю, поэтому решено было сделать винтовой выпрессовыватель «как у Травникова» , упростив конструкцию и адаптировав ее под свои задачи.
Тут есть нюанс — заводская технология замены направляек на моем моторе предусматривает извлечение и запрессовывание втулок в одну сторону, сверху вниз (в сторону камеры сгорания). Это несколько упрощает конструкцию приспособления, поскольку позволяет менять только сменные упоры, передающие усилие на втулку, а весь бутерброд в КС оставлять как есть. В то же время на самих направляющих втулках отсутствуют буртики либо стопоры, ограничивающие глубину запрессовывания, т.о. этот момент должен быть обеспечен инструментально в процессе работы.
Приняв во внимание эти особенности я изготовил такой вот нехитрый суповой набор:
Основа всего прибора — болт М14 с гайкой. Класс прочности подножный 8.8, на поверку его более чем достаточно для нормальной работы устройства. Метиз потребуется слегка доработать, выполнив в его торце глухое резьбовое отверстие М6 глубиной 10мм.
Шайба и гайка опять же подножные из ближайшего магазина крепежа, упорный подшипник с внутренним диаметром 15мм какой первый попался в Автоштампе, все остальные детали, кроме направляющей втулки из 12Х18Н10Т. Направляющая втулка с конусами нужна для центровки приспособления по седлу клапана, посему сделана из алюминия для исключения повреждения седла. Кроме того изготовление ее из мягкого металла позволяет закрыть глаза на неточность угла 45 градусов, этот момент перестает играть какую либо роль в работе устройства.
Неочевидные, но очень важные моменты: сменные ввертыши необходимы для правильного распределения усилия на втулку клапана при работе — маленькая используется при выпрессовывании, большая используется при запрессовывании и одновременно является кондуктором, обеспечивающим необходимую глубину установки втулок.
Порядок сборки устройства:
Усилия при выпрессовывании весьма небольшие, максимум усилия достигается при страгивании втулки с места, далее же все проходит без видимого напряжения. Я снял на видео работу девайса, но никак не выковырну его из старенького Айфона, так что придется подождать:) любуемся:
Ну и фотодоказательства работоспособности приспособления:
Процесс запрессовывания ничем не отличается от процесса выпрессовывания, кроме использования другого ввертыша. Запрессовывать нужно до упора торца ввертыша в посадочное место нижней тарелки пружины на ГБЦ.
Засим доклад окончен, любите свои моторы друзья! Пока!
Зачастую ремонтом автомобилей занимаются сами владельцы, приспосабливая для этого частные гаражные помещения. Особенно это касается отечественных марок машин, конструкция которых предусматривает ремонт основных узлов и механизмов. Не являются исключением ремонтные работы ответственных узлов двигателя.
Ремонт головки блока цилиндров часто подразумевает замену направляющих втулок клапанов газораспределительного механизма, который отвечает за своевременную подачу воздуха и топливовоздушной смеси в цилиндры двигателя внутреннего сгорания.
Признаки, указывающие на осмотр и необходимость замены направляющих втулок:
- прослушивается посторонний стук в двигателе;
- повышается расход масла;
- наблюдается поперечный люфт клапана во втулке.
Часто понятия «выпрессовка
» и «запрессовка » деталей ассоциируют с термином «демонтаж » и «монтаж ». Это не совсем правильно, так как демонтажные или монтажные работы больше относятся к свободно посаженным деталям, а вот выпрессовка или запрессовка — к деталям, установленным с натягом. Это более трудоемкий процесс.
Для процесса запрессовки и выпрессовки применяют разные по своей конструкции виды прессов: гидравлические, верстачные реечные, верстачные винтовые. У каждого пресса имеются свои функциональные возможности. Верстачные реечные и верстачные винтовые уместно применять для выпрессовки небольших деталей: втулок, пальцев, шпилек и т.д. Гидравлические прессы уместны при выполнении работ с большими деталями. Замена втулки клапанов. Для установления новых деталей требуется подготовить каждое гнездо — выпрессовать старые элементы.
Порядок снятия ГБЦ и направляющих втулок
Проверка и корректировка тепловых зазоров в приводе клапанов Renault Logan
Прежде чем начать ремонт, необходимо иметь полный набор для восстановления работоспособности ГБЦ. Эта составляющая двигателя не ломается мгновенно, ее износ происходит постепенно. На срок эксплуатации влияют:
- своевременная замена масла;
- соблюдение теплового режима работы силового агрегата;
- качество применяемого топлива.

Сняв ГБЦ, можно начинать ремонт поврежденного узла. Эта операция считается самой трудоемкой и продолжительной. Прежде всего, необходимо отключить АКБ, затем очищаются каналы головки путем слива охлаждающей жидкости через сливную пробку в специально подготовленную емкость. Дальше происходит демонтаж приемной трубы. Аккуратно производим снятие термостата и приводного ремня ГРМ. Фиксируем распредвалы, чтобы удобно было ссаживать шкивы. Следующим этапом будет снятие датчика охлаждения двигателя.
В указанный ремонт входит также и снятие клапанной крышки, предварительно выкрутив все болты крепления. Помещенную на столе ГБЦ необходимо тщательно очистить от остатков старой прокладки, подтеков масла, пыли и при помощи керосина помыть. Дальше идет ее разбор, прежде всего подлежат снятию коромысла. После этого посредством приспособления клапана рассухариваются. Используя широкую плоскую отвертку или специнструмент, снимаем маслосъемные колпачки. После этого демонтируются тарелки, шайбы, пружины (внутренняя, внешняя).
Бывают моменты, когда клапан плохо выходит из посадочного места. В таких случаях по нему следует нанести несколько ударов молотком. При помощи насадки извлекается пришедшая в негодность втулка из головки
Такой ремонт должен проводиться очень осторожно, невнимательность может привести к повреждению посадочного места или поверхности ГБЦ. Все детали блока необходимо проверить на наличие любых повреждений и неисправностей