Распредвал диагностика, замена и установка полный обзор
Содержание:
- Ремонт постели распредвала|восстановление
- Загрязнение масла
- Технические условия на контроль, сортировку и восстановление распределительных валов
- Ремонт распределительного вала
- Восстановление распредвала
- Как заменить распредвал
- На какие неисправности указывает стук распределительного вала
- Параллельно с ремонтом постели распредвала
- Параллельно с ремонтом постели распредвала
- СНЯТИЕ, ДЕФЕКТОВКА И УСТАНОВКА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
- Как установить фазы газораспределения по меткам на ВАЗ 2101-ВАЗ 2107?
- Какой распредвал ставить будем
- Причины и виды неисправностей
- Визуальное обследование
Ремонт постели распредвала|восстановление

Часто при сборке головки блока мотористы сталкиваются с деформированной постелью распредвала. Распределительный вал при этом может не проворачиваться или крутится но с трудом. Очень часто отверстия имеют неправильную геометрическую форму или задиры. Почему деформировалась постель распредвала? Причиной повреждения является перегрев двигатели или масляное голодание.
Как только смазки становится недостаточно, алюминий припаивается к шейке распредвала. Дальше процесс развивается очень стремительно. Распредвал с наклепом вращается со значительной скоростью и разбивает отверстия ГБЦ. Естественно распределительный вал в случае износа следует заменить, опоры в головке наплавить и расточить в заводской размер.
Случай с перегревом несколько отличается.
В результате недопустимого перегрева двигателя, головка блока изгибается. Как следствие прогорает прокладка ГБЦ. О том, что деформировалась не только привалочная плоскость, а головка в целом, думаю понятно всем автомобилистам. Ось распредвала при этом изгибается в дугу, а сам распределительный вал перестает вращаться. В этом случае плоскость ГБЦ следует выровнять на плоскошлифовальном станке, а ось восстановить на горизонтально расточном.
Ремонт постели распредвала|восстановление
Перед р емонтом постели распредвала ( восстановлением ) следует произвести шлифовку торцевых поверхностей крышек. Данная операция делается для того чтобы отверстия постели уменьшились в диаметре. Затем крышки притягиваются к ГБЦ с нужным моментом. Головка блока фиксируется к станку прижимами. При помощи центроискателя регулируем борштангу до тех пор, пока ось постели распределительного вала не совпадет с осью борштанги. После того как положение борштанги выверено, следует настроить резец с учетом размера шеек распредвала и требуемого масляного зазора. Включаем станок и за один проход растачиваем все шейки головки блока.
Таким методом производится р емонт постели распредвала ( восстановление ) у большинства двигателей.
Естественно, головку блока с отремонтированной постелью следует тщательно образом отмыть и прочистить каналы от стружки.
Мы можем смело порекомендовать данную процедуру в случаях дефекта постели распределительного вала.
Источник
Загрязнение масла
Избежать небольших загрязнений при сборке мотора очень сложно. Необходимый уровень очистки БЦ и ГБЦ может обеспечить только использование специализированного оборудования. Сама операция промывки сложна и трудоемка
Обращать внимание нужно на загрязнение масляных каналов, которое приводит к повреждениям толкателей и вкладышей
При этом продувка сжатым воздухом порой не дает требуемого результата. Удалить таким способом грязь, скопившуюся в удаленных частях магистралей, очень сложно. Нужное качество промывки дает чистка масляных каналов ершиком с одновременным удалением заглушек масляных магистралей. Иногда заглушки приходится высверливать, а затем нарезать резьбу для новых заглушек. Также тщательно надо очистить отверстия для отвода масла в коленвале, выполнить промывку штанг толкателей.
Подвижные детали ДВС защищает тонкая пленка смазки. Частицы грязи, попавшие в этот слой, превращаются в абразив, воздействие которого приводит повреждению поверхностей деталей и закупорке малых зазоров, что обязательно вызовет поломку толкателей и вкладышей. Поэтому обязательно нужно обеспечить чистоту распредвала и толкателей для того, чтобы обеспечить их длительный срок службы.
Технические условия на контроль, сортировку и восстановление распределительных валов
Контроль размеров кулачков и опорных шеек распределительного вала осуществляется с помощью приспособления, показанного на рис. 50, а размеры кулачков указаны в табл. 28.
Технологические условия на контроль, сортировку и восстановление распределительных валов представлены в табл. 29.
Рис. 50. Приспособление для контроля профиля кулачков и опорных шеек распределительного вала:
а — профиль кулачка, б — расположение впускных кулачков; в — расположение выпускных кулачков; Вп — впускной кулачок; Вып — выпускной кулачок; 1 — основание приспособления; 2,9 — центры; 3 — диск с градуировкой, град; 4 — указательная стрелка, закрепленная на шейке распределительного вала; 5 — ножка индикатора; 6 — стойка индикатора; 7 — индикатор, 8 — распределительны вал
Последовательность контроля распределительного вала следующая:
- проверить вал на отсутствие трещин и отколов кулачков;
- радиальное биение средних опорных шеек относительно передней и задней опорных шеек; проверить износ шейки под шестерни;
- кулачков по высоте;
- цилиндрической части кулачков;
- передней и средней шеек;
- задней шейки.
28. Размеры кулачков распределительного вала КамАЗ-740
| Выпускных | Впускных | ||||||||||
| а° | Л мм | а° | h, мм | а° | h, мм | а° | Л, мм | Л, мм | а° | а° | Л, мм |
| 99 | 0,000 | 128 | 0,656 | 150 | 5,142 | 94 | 0,000 | 126 | 0,967 | 152 | 5,901 |
| 104 | 0,019 | 132 | 1,235 | 156 | 6,163 | 100 | 0,027 | 130 | 1,663 | 160 | 6,939 |
| 110 | 0,088 | 138 | 2,562 | 164 | 7,200 | 108 | 0,138 | 134 | 2,520 | 170 | 7,769 |
| 114 | 0,156 | 140 | 3,034 | 174 | 7,929 | 116 | 0,300 | 140 | 3,788 | 176 | 8,005 |
| 118 | 0,236 | 148 | 4,759 | 180 | 8,050 | 120 | 0,419 | 146 | 4,922 | 180 | 8,050 |
Примечание: а — угол поворота кулачка; h — высота подъема профиля кулачка.
Сделать заключение о годности распределительного вала и о способе восстановления распределительного вала.
Деталь № 740.1006015.
Материал: сталь 18ХГТ
Твердость опорных шеек, кулачков и торца распределительного вала: HRC 58—63
29. Технические условия на контроль, сортировку и восстановление распределительного вала
| Возможные дефекты | Способ установления дефекта и средства контроля | Размер, мм | Рекомендации по устранению дефектов | ||
| по рабочему чертежу | допустимый без ремонта | ||||
| Трещины | Дефектоскоп | — | — | Браковать | |
| 1 | Отколы по торцам вершин кулачков | Штангенциркуль 1-125-0,10 | — | — | Зачистить острие кромки, браковать при отколах более 3 мм |
| 2 | Уменьшение цилиндрической части кулачков | Скоба 36,00 | в=8,05±0,1 а=37±0,05 | в=7,9 а=36,00 | Шлифовать по копиру, браковать при уменьшении размера в менее 44,5 мм |
| 3 | Износ впускных и выпускных кулачков по высоте (в—а) | ||||
| 4 | Износ передней и средней опорных шеек. | Скоба CP 50-75 | 54 | 53,89 | Шлифовать под ремонтный размер |
| Размеры: | |||||
| I ремонтный | 53,69 | 53 | 53,89 | ||
| II ремонтный | 53,49 | 53,6 | 53,49 | ||
| 5 | Погнутость распределительного вала | Приспособление для контроля погнутости вала | Биение средних шеек не более 0,025 | 0,04 | Править |
| 6 | Износ задней опорной шейки. | Скоба CP 25-50 | 42 | 41,93 | Шлифовать под ремонтный размер |
| Размеры: | |||||
| I ремонтный | 41,73 | 41,8 | 41,73 | ||
| II ремонтный | 41,53 | 41,6 | 41.73 | ||
| 7 | Износ шейки под шестерню | Скоба 35.01 | 35 | 35,01 | Осталивать |
| 8 | Износ шпоночного паза | Калибр 5 | 5 | 5 | Фрезеровать новый паз под углом 180° к изношенному |
Технологический процесс восстановления распределительных валов
Технологический процесс восстановления распределительных валов включает следующие операции: мойку распределительного вала, снятие шестерни, правку и проверку биения распределительного вала, шлифовку шеек вала под ремонтный размер, контроль размеров шеек, шлифовку кулачков цилиндров, контроль профиля кулачков, изготовление паза под шпонку, установку шестерен, сдачу распределительного вала ОТК.
Восстановление опорных шеек распределительного вала производится шлифованием под ремонтный размер, а его кулачков — шлифованием по копиру с целью восстановления профиля кулачков на копировально-шлифовальных станках ЗА433 шлифовальным кругом ПП 600X20X305 марки Э46—60 СМ1—СМ2К. После шлифования шейки и кулачки распределительного вала полируются полировальной лентой ЭБ220 или пастой ГОИ № 10.
Режимы шлифования опорных шеек и кулачков распределительного вала приведены в табл. 30.
30. Режимы шлифования опорных шеек и кулачков распределительного вала
| Шлифование | Операция | Вращение шлифовального круга | |
| Окружная скорость, м/мин | Частота вращения, мин-1 | ||
| Опорных шеек | Черновая | 30—35 | 955 |
| Чистовая | 30—35 | 955 | |
| Кулачков | Черновая | 25—30 | 796 |
| Чистовая | 25—30 | 796 |
Ремонт распределительного вала
Основными дефектами распределительного вала являются:
- износ опорных шеек;
- износ винтовой шестерни привода масляного насоса;
- износ кулачков;
- прогиб;
- увеличение осевого зазора.
Опорные шейки при износе ремонтируют двумя способами:
- шлифованием их на меньший диаметр
- хромированием
Первый способ ремонта применяют в тех случаях, когда опорами для шеек вала служат сменные втулки, запрессованные в гнезда блока. Если распределительный вал вращается в гнездах, выполненных непосредственно в блоке, то опорные шейки ремонтируют хромированием.
Шейки шлифуют на круглошлифовальном или токарном станке супортно-шлифовальным приспособлением.
Перед шлифованием вал проверяют в центрах по индикатору и выправляют под прессом, если биение превышает 0,05 мм. При шлифовании шеек необходимо учитывать высоту кулачков, так как иначе может создаться положение, при котором вал нельзя будет установить во втулки уменьшенного ремонтного размера. Высота кулачка должна быть меньше самой малой опорной шейки вала на 1—1,5 мм.
После шлифования шеек из блока выпрессовывают старые опорные втулки и запрессовывают новые полуобработанные, внутреннее отверстие которых необходимо обработать под размер шеек развертыванием.
Втулки двигателя ГАЗ-51 имеют два диаметрально расположенных отверстия, из которых одно — большего диаметра — служит для подвода смазки и должно точно располагаться против смазочного канала, а другое, меньшего размера, служит для закрепления втулки и должно располагаться против лунки в гнезде блока.
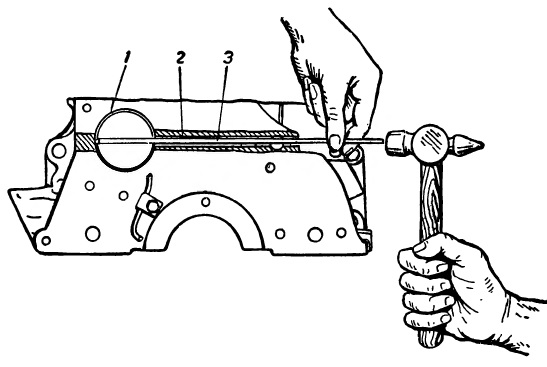
Втулку закрепляют длинным бородком, устанавливаемым в масляный канал, при помощи которого раскернивают малое отверстие втулки; образующийся при этом выступ входит в лунку гнезда блока.
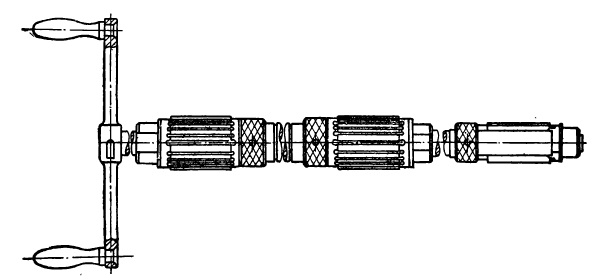
После закрепления втулок их развертывают длинной раздвижной разверткой, обеспечивающей сохранение параллельности осей коленчатого и распределительного валов. При отсутствии сменных втулок (автомобили ГАЗ-MM, «Москвич») гнездам в блоке придают правильную геометрическую форму развертыванием, а опорные шейки хромируют и прошлифовывают на требуемый размер.
Кулачки с небольшим износом и задирами зачищают вначале крупной, а затем мелкой наждачной бумагой, которая должна облегать не менее половины профиля кулачка.
При большом износе кулачков вал заменяют или наплавляют изношенные места газовой сваркой сплавом сормайт. При этом вал помещают в ванну с водой, оставляя на поверхности только часть кулачка, подлежащую наплавке. При наплавке поверхность кулачка достаточно нагреть до состояния «потения», и расплавленный сормайт будет хорошо растекаться по поверхности. При отсутствии сормайта наплавлять можно проволокой от старых клапанных пружин при помощи газовой или электродуговой сварки.
После наплавки сормайтом последующая обработка заключается только в зачистке, а при наплавке сталью необходима закалка. При значительном износе приводной шестерни масляного насоса распределительный вал следует заменить.
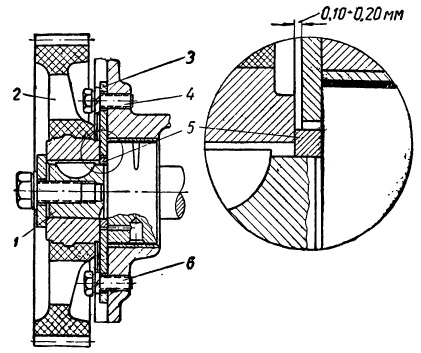
Увеличенный осевой зазор распределительного вала устраняют путем регулировки упорного болта, помещенного в крышке распределительных шестерен (автомобили ЗИС-5 и ЗИС-150). Для этого болт завертывают до упора в торец вала, а затем, отвертывают на 1/6 оборота и закрепляют контргайку. Если распределительный вал от осевого смещения удерживается упорной шайбой (автомобили М-20 «Победа», ГАЗ-51), то уменьшение осевого зазора до нормальной величины 0,10—0,20 мм достигается заменой изношенной упорной шайбы. Если же это окажется недостаточным, то следует уменьшить толщину распорного кольца, установленного между задним торцом ступицы распределительной шестерни и торцом первой опорной шейки распределительного вала.
Восстановление распредвала
О том, что распредвал вашего двигателя нуждается в восстановлении или хотя бы диагностике, вам не придется долго гадать. Вы сразу определите возникшую неисправность по нехарактерной работе мотора и датчику распределительного вала.
Не стоит принимать поспешных решений и сразу же менять распредвал, однако затягивать с восстановлением распредвала тоже не стоит, ведь данная деталь имеет непосредственное отношение к фазам газораспределения, что отражается и на стабильной работе цилиндров.
Провести сложную процедуру восстановления или ремонта распредвала своими руками, без специального оборудования, конечно, не получится, поэтому лучше довериться профессионалам.
Так, восстановление распредвалов в Ростове-на-Дону — одна из самых популярных оказываемых нами услуг, и мы гарантируем качественное проведение ремонтных работ.
Как правило, восстановление распредвала требуется в случае возникновения следующих дефектов:
- деформация вала (биение);
- износ кулачков;
- износ шеек.
Первый из перечисленных дефектов можно устранить при помощи поэлементной холодной правки, с помощью которой можно исправить распредвалы из чугуна и стали. Биение (его ещё называют изгиб) исправляется с помощью пресса на призмах
Во время этого метода важно учитывать возможные допуски производителя о биении распределительного вала
Цены на восстановление распредвала
| Восстановление распредвала грузовиков | 12000-35000 руб. |
После того, как биение будет завершено, в обязательном порядке следует произвести динамическую балансировку, чтобы затраченные усилия не были напрасными. Для данного метода восстановления используются специальные станки.
С помощью метода напыления сварки распредвала либо шлифовки выполняется восстановление кулачков распредвала восстановление шейки.
Вышедший из строя кулачок будет отшлифован до того момента, как износ будет выведен, и профиль — восстановлен.
Важно, чтобы после проведения данной процедуры не изменилась высота подъема клапана, в противном случае может быть нарушение процесса фаз распределения газов. Чтобы восстановить опорные шейки, используется метод шлифовки, который уменьшает ремонтные размеры
В этом случае после шлифовки применяются ремонтные втулки. В случае, если происходит наращивание шеек, то прочие детали растачивают под их размер. Если нужен небольшой слой наращивания, то используется осталивание или хромирование или сварка
Чтобы восстановить опорные шейки, используется метод шлифовки, который уменьшает ремонтные размеры. В этом случае после шлифовки применяются ремонтные втулки. В случае, если происходит наращивание шеек, то прочие детали растачивают под их размер. Если нужен небольшой слой наращивания, то используется осталивание или хромирование или сварка.
После окончания работ твёрдость покрытия равна заводским параметрам.
А ещё ремонт распредвала обязательно должен сопровождаться заменой старых деталей на новые: оси, ролики, подшипники, втулки толкателей.
Как заменить распредвал
На начальном этапе нужно отключить от головки блока все патрубки, датчики, впуск, выпуск, форсунки и т.д. Основная задача — снять клапанную крышку.
Дальше потребуется снять коромысла распределительного вала с осями. Коромысла нужно снимать вместе с плунжерами гидрокомпенсаторов. При этом в случае отсутствия необходимости замены коромысел, их можно не снимать.
Следующий шаг предполагает необходимость снятия датчика фаз. После демонтажа следует перейти к самому распредвалу и снять его зубчатый шкив.
После снятия шкива распределительный вал можно извлечь из постели
Важно, чтобы острые края не повредили хрупкие подшипники
Также нужно провести осмотр и дефектовку постели распредвала.
Сняв распределительный вал, следует выполнить его дефектовку, осмотреть и оценить степень износа, что позволит точно определить необходимость его замены.
Важно уделить внимание резьбе крепления экрана, опорным кулачкам, опорным шейкам. Если дефекты незначительные (мелкие царапины), их можно отшлифовать
При этом важно, чтобы не менялись размеры обрабатываемых деталей, так как отклонения приведут к сбоям фаз и другим проблемам
Микрометром нужно промерить высоту профиля кулачка распредвала (расстояние между вершиной и задней частью кулачка). Дальше это показатель сравнивают с таблицей минимально допустимых показателей. Если показатели отклоняются от допустимых, необходима замена вала. Также рекомендуется заменить коромысла клапанов.
Завершив дефектовку или сразу определившись с заменой, можно ставить отремонтированный или новый распредвал. Обратная сборка производится в порядке, обратном процессу снятия вала.
Обратите внимание, после установки и сборки, нужно правильно установить датчик фаз. Для этого с корпуса датчика и ГБЦ следует убрать старый герметик, после чего нанести свежий слой
Дальше ставится датчик, после чего нужно выждать время до полного высыхания герметика.
В целом, на данном этапе установка распредвалов может считаться завершенной. Однако это еще не все
Также важно после установки распредвала выполнить регулировку и натяжение его привода.
Завершив все регулировки, двигатель можно заводить, оценивая качество работы мотора. Не допускается наличие шумов, стуков, троения двигателя и т.д
В целом, важно убедиться, что ГРМ работает нормально.
На какие неисправности указывает стук распределительного вала
В некоторых случаях при пуске холодного двигателя появляется посторонний глухой стук в клапанной крышке. Это связано с тем, что у «холодного» ДВС смазка в трущихся деталях отсутствует и после запуска моторное масло начинает смазывать трущиеся детали, в результате чего стук впоследствии пропадает.
На появление стука влияют:
- неисправность постели распредвала;
- деформация распредвала или его частей;
- естественный износ кулачков распредвала;
- неисправность системы смазки, в том числе низкое качество или несвоевременная замена моторного масла;
- неправильный процесс подачи топлива.
Параллельно с ремонтом постели распредвала
Вы помните, какие причины приводят к выходу из строя постели распредвала. Поэтому, расточка постели является всего лишь шагом в комплексе ремонтно-диагностических работ. Попутно вам придётся выяснить и устранить причину возникновения неисправности постели распредвала.

А для этого нужно:
- диагностировать систему смазки в т.ч. и масляного насоса;
- провести чистку и промывку масляных каналов блока и ГБЦ;
- проверка системы охлаждения двигателя;
- проверка топливной системы.

Естественно, при обнаружении неисправностей – ремонт для того, чтобы исключить в дальнейшем возникновение причин выхода из строя постели распредвала.
Удачи вам при ремонте постели распредвала.
Главная →
Обслуживание и Ремонт → Двигатель →
Параллельно с ремонтом постели распредвала
Вы помните, какие причины приводят к выходу из строя постели распредвала. Поэтому, расточка постели является всего лишь шагом в комплексе ремонтно-диагностических работ. Попутно вам придётся выяснить и устранить причину возникновения неисправности постели распредвала.
А для этого нужно:
- диагностировать систему смазки в т.ч. и масляного насоса;
- провести чистку и промывку масляных каналов блока и ГБЦ;
- проверка системы охлаждения двигателя;
- проверка топливной системы.
Естественно, при обнаружении неисправностей – ремонт для того, чтобы исключить в дальнейшем возникновение причин выхода из строя постели распредвала.
Удачи вам при ремонте постели распредвала.
https://youtube.com/watch?v=DV26iNM7eY0
Источник
СНЯТИЕ, ДЕФЕКТОВКА И УСТАНОВКА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
СНЯТИЕ, ДЕФЕКТОВКА И УСТАНОВКА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Распределительный вал установлен в отверстии подшипников, выполненных в теле головки блока цилиндров, и зафиксирован упорным фланцем. Распределительный вал воздействует на клапаны через коромысла, установленные на шпильки в верхней части головки блока цилиндров и закрепленные гайками через держатели коромысел.
Вам потребуются: теже инструменты, что и для снятия ремня привода газораспределительного механизма, крышки головки блока цилиндров (см. «Замена прокладки крышки головки блока цилиндров»), а также торцовая головка «на 13», ключ «на 13», динамометрический ключ.
1. Установите поршень 1-го цилиндра в положение ВМТ такта сжатия (см. «Установка поршня первого цилиндра в положение ВМТ такта сжатия»).
2. Снимите зубчатый шкив распределительного вала (см. «Замена сальника распределительного вала»).
ПРИМЕЧАНИЕ
Распределительный вал можно заменить, не снимая головку блока цилиндров. В данном подразделе замена распределительного вала для наглядности показана на снятой головке блока цилиндров.
3. Отверните гайку крепления…
4. …снимите со шпильки коромысло с держателем…
5. …и извлеките гидрокомпенсатор.
6. Аналогично снимите остальные коромысла и извлеките гирокомпенсаторы.
7. Выверните два болта крепления…
8. …снимите упорный фланец…
9. …и извлеките распределительный вал из тела головки блока цилиндров.
ПРЕДУПРЕЖДЕНИЕ
При каждом снятии распределительного вала заменяйте сальник новым.
10. Осмотрите распределительный вал.
На шпоночной канавке и резьбовой части на носке вала не должно быть повреждений и износа, а в проточке под упорный фланец – следов чрезмерного износа и забоин. Поверхности опорных шеек и кулачков должны быть хорошо отполированы, без повреждений. Если есть следы заеданий, перегрева, глубокие риски или ступеньки от износа, замените вал.
ПРЕДУПРЕЖДЕНИЕ
Шлифовка кулачков распределительного вала для устранения ступенчатого износа запрещена, так как при изменении размеров профиля кулачков будут нарушены фазы газораспределения.
11. Измерьте высоту профиля кулачков (размер между вершиной и затылочной частью кулачка) и сравните с номинальным размером, указанным в табл. 5.1.
| Таблица 5.1
НОМИНАЛЬНЫЙ РАЗМЕР ПРОФИЛЯ КУЛАЧКОВ |
|
| Измеряемый кулачок | Номинальный размер, мм |
| Кулачок впускного клапана | 37,559 |
| Кулачок выпускного клапана | 37,559 |
12. Измерьте диаметры опорных шеек распределительного вала и ихподшипников, вычислите зазоры в подшипниках валов, определяемые половиной разности между диаметрами подшипников в головке блока цилиндров и диаметрами шеек (табл. 5.2 и 5.3).
При износе, превышающем допустимый, замените распределительный вал на ремонтный, так как перешлифовка шеек на ремонтный размер не предусмотрена.
| Таблица 5.2
НОМИНАЛЬНЫЕ ДИАМЕТРЫ ШЕЕК И ПОДШИПНИКОВ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА |
||
| Номер шейки | Диаметр шейки, мм | Диаметр подшипников, мм |
| 1 | 44,74–44,76 | 44,783–44,808 |
| 2 | 44,99–45,01 | 45,033–45,058 |
| 3 | 45,24–45,26 | 45,283–45,308 |
| 4 | 45,49–45,51 | 45,533–45,558 |
| 5 | 45,74–45,76 | 45,783–45,808 |
| Таблица 5.3
РЕМОНТНЫЕ ДИАМЕТРЫ ШЕЕК И ПОДШИПНИКОВ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА |
||
| Номер шейки | Диаметр шейки, мм | Диаметр подшипников, мм |
| 1 | 45,12–45,14 | 45,163–45,188 |
| 2 | 45,37–45,39 | 45,413–45,438 |
| 3 | 45,62–45,64 | 45,663–45,688 |
| 4 | 45,87–45,89 | 45,913–45,938 |
| 5 | 45,12–45,14 | 45,163–45,188 |
ПРЕДУПРЕЖДЕНИЕ
При установке нового распределительного вала коромысла клапанов замените новыми. Перед первым пуском двигателя и для улучшения условий приработки рекомендуется добавить в моторное масло противозадирную антифрикционную присадку.
13. Установите смазанный моторным маслом распределительный вал в тело головки блока цилиндров. Установите все ранее снятые детали в порядке, обратном снятию.
ПРЕДУПРЕЖДЕНИЕ
Пускать двигатель после установки распределительного вала можно не ранее чем через один час, это время необходимо для полимеризации герметика.
14. Отрегулируйте натяжение ремней привода генератора и компрессора кондиционера, а также насоса гидроусилителя рулевого управления.
Вернуться в оглавление
Все права на фото и текстовые материалы принадлежат ООО «Издательский Дом Третий Рим»
Как установить фазы газораспределения по меткам на ВАЗ 2101-ВАЗ 2107?
Снятие: 1) Для начала снимите корпус воздушного фильтра. (О том как это сделать, читайте в статье под названием: «Замена корпуса воздухофильтра»)
2) После его снятия корпуса, накройте горловину карбюратора чистой тряпкой, что бы в нее не попала грязь при проведение работы.
3) Затем снимите со штуцера который расположен на карбюраторе, шланг отвода картерных газов.
4) После чего ослабьте винт крепления троса воздушной заслонки.
5) Следом ослабьте болт крепления оболочки троса воздушной заслонки.
6) Далее когда оба болта будут откручены, потянув рукой за трос отсоедините его от карбюратора.
7) Затем отверните все болты которые крепят крышку головки блока.
9) Следом снимите промежуточный рычаг.
10) Затем аккуратно снимите крышку с головки блока.
Примечание! Если на крышке или на самой головки блока осталась прокладка, то её тоже снимите и вследствие чего замените на новую, потому что как правило при изношенной накладки в будущем может наблюдаться течь масла через неё!
11) После чего прокрутите гайку шкива коленчатого вала при помощи специального ключа, до того пока метка звездочки распределительного вала, не совпадет с меткой на корпусе как показано на фото ниже. (Если вы не знаете как прокрутить гайку шкива коленвала, то в таком случае ознакомьте со статьей под названием: «Установка поршня в положение ВМТ». В этой статье вы найдёте три способа, благодаря которым можно будет провернуть коленвал)
Примечание! Метка звездочки коленчатого вала, так же должна совпасть с длинной меткой на крышке распределительного вала!
12) Если же у вас получилась такая ситуация, что какая либо из двух меток совпала, а другая при этом нет, тогда проделайте операцию указанную ниже:
1. Сперва разогните лепесток стопорной шайбы болта, который крепит звездочку распредвала.
2. Следом включите первую передачу и отверните болт который крепит звездочку распределительного вала.
3. Далее снимите звездочку вместе с цепью и удерживайте ее в руках.
4. После чего снимите цепь со звездочки и измените ее положение в нужную вам сторону добившись того, чтобы обе метки одна из которых расположена на коленвале а другая из которых расположена на распредвале, совпали между собой как это показано в пункте «11».
Установка:
Примечание! Более подробную установку всех деталей на свои места, смотрите в самом низу статьи в видео-ролике!
1) Для начала наденьте звездочку распределительного вала, вместе с цепью на своё место.
2) Следом рукой натяните ведущую ветвь цепи так чтобы она не болталась. (Если вы не знаете где находится ведущая ветвь цепи, то в таком случае просмотрите пункт «2» в статье под названием: «Проверка натяжения цепи»)
3) После чего затяните болт который крепит звездочку распределительного вала, а так же установите все оставшиеся шайбы.
Примечание! Полностью болт который крепит звездочку распределительного вала закручивать не надо!
4) Затем проверните коленчатый вал на два оборота и снова проверьте положение всех меток.
5) Если же метки на распредвале и на коленвале совпадают, тогда затяните до конца болт который крепит звездочку распределительного вала.
6) Если же метки не совпадают, тогда проделайте повторную установку фаз газораспределения по меткам.
7) Установите все оставшиеся детали, в обратном порядке снятию.
Какой распредвал ставить будем
Это даже и не вопрос. Это, скорее всего констатация того факта, что установка спортивного распредвала – вопрос решённый.
Почему именно установка спортивного распредвала? Народный опыт – он лучше всякой рекламы.
Что даёт стандартному двигателю установка и настройка спортивного распредвала? Приемистость и мощь двигателя. У классики, типа двигатель ВАЗ, существует значительный, по мнению «горячих» водителей, недостаток.
На низкой частоте вращения (до 3000 об/мин), двигатель не «тянет». Это выражается в провалах при нажатии на педаль «газа» в начале движения, дерганье при резком трогании с места и т.д.
Выход, конечно же, найден. Это установка и настройка распредвала спортивного типа на классические двигатели. Благо, фирм, которые выпускают сегодня тюнинговые спортивные распредвалы, достаточно.
Причины и виды неисправностей
Вал ГРМ на протяжении своей работы непрестанно подвергается воздействию высоких температур и большой динамической нагрузке. Поэтому он неизбежно теряет свои свойства и выходит из строя. Когда это происходит, водитель начинает чувствовать, что двигатель теряет мощность, а под нагрузкой возникает негромкий стук в двигателе. Если это произошло, пора вскрывать ГБЦ.
Итак, что же может произойти?
- Износились кулачки или шейки. Любая деталь, которая вращается во время своей работы, естественным образом со временем начинает изнашиваться. Ускорить процесс износа может низкое давление масла или его плохое качество, а также производственный брак самой детали. Стертые кулачки не могут должным образом поднять впускной клапан, в результате чего топливной смеси в цилиндр поступает меньше, чем нужно.
- Деформация распределительного вала. Сильный перегрев двигателя, который происходит при недостаточно хорошо работающей смазки или при проблемах в системе охлаждения, приводит этому виду поломки. Неисправность можно определить по характерному стуку. Эксплуатировать автомобиль в таком случае запрещено – иначе можно легко навредить работе всего газораспределительного механизма.
- Перелом вала. Иногда случается так, что распредвал просто ломается, что может быть следствием рассинхронизации в работе системы ГРМ. Двигатель перестает работать, клапаны искривляются, повреждаются направляющие, разрушаются механизмы поршневой группы.
Визуальное обследование
Осматривать снятый распредвал нужно со всех сторон и изучать все его детали. Нигде не должно быть задиров, выбоин, наплывов алюминия с подшипников. Если поверхность рокеров и кулачков вала напоминает стиральную доску – это несомненный износ. Если после снятия вала с постели на ней обнаружены борозды – то же самое.
По хорошему, надо брать техническую документацию на авто и замерять все зазоры, однако в большинстве случаев это уже будет паранойей. Достаточно прослушать и посмотреть, чтобы понять – живой у вас распредвал или уже нет. Исходя из полученных визуальных данных, разрабатывает стратегию и тактику дальнейших действий.
Если вал все же подлежит замене, любой автомеханик посоветует вам одновременно поменять и клапанные рычаги, называемые рокерами. Прислушаться к совету стоит: разная степень выработки может привести к преждевременному износу нового распредвала. Если менять, то уже, как положено.