Мтз 82: регулировка клапанов
Содержание:
- Основные системы двигателя Д 240
- Работа с динамометрическим ключом
- Порядок затяжки ГБЦ и усилие затяжки
- Моменты затяжки основных резьбовых соединений
- Подготовка стягиваемой поверхности блока и головки
- Поршневая группа двигателя Д 240
- Головка блока цилиндров МТЗ-80, Головка блока цилиндров Д-240. ГБЦ трактора МТЗ-80, МТЗ-82 (Д-240) с клапанами 240-1003012-А1
- Установка головки цилиндров
- Дизели Д-245.7Е3, Д-245.9Е3, Д-245.30Е3, Д-245.35Е3. Руководством по эксплуатации и ремонту силовых агрегатов.
- Контрольная, повторная обтяжка ГБЦ
- Как Отрегулировать Клапана На Мтз 80
Основные системы двигателя Д 240
Система охлаждения
Мотор Д 240 оснащён закрытой системой жидкостного охлаждения, которая прикасается к окружающей среде лишь через клапан. Система состоит из радиатора, водяного насоса, термостата, вентилятора, рубашки охлаждения и различными трубками для подачи и выпуска охлаждающей жидкости.

Смазочная система
На двигателях Д 240 представленных как МТЗ, так и ЮМЗ, используется одноконтурная смазочная система. Особенностью является то, что часть деталей смазывается под давлением, другая часть — разбрызгиванием. Система в свою очередь включает в себя маслозаборник, насос, центрифугу, радиатор, термостат радиатора, а также подшипники и шестерни привода топливного насоса.
Система питания
Система питания двигателя Д 240 являет собой совокупность приспособлений, которые обеспечивают не только раздельную подачу топлива и воздуха, но и выпуск отработанных продуктов. Она состоит из воздухоочистителя, коллекторов, топливных фильтров, насоса, форсунок и трубопроводов низкого и высокого давления. Двигатель также оснащён генератором переменного тока с напряжением в 14В, в который также встроен выпрямитель.
Система пуска
На двигателях Д 240 установлен электрический стартер с мощностью 4,8 л.с. и электрофакельный подогреватель, который служит для облегчения запуска двигателя путём подогрева впускаемого в цилиндры воздуха. Запуск двигателей Д 240Л производится с помощью пускового двигателя и редуктора.
Используется одноцилиндровый двигатель с мощностью в 10 л.с. Он оборудован однорежимным центробежным регулятором, который устанавливается для поддержания постоянной частоты максимальной частоты вращения КВ. Для упрощения запуска в холодное время года используют жидкостный подогреватель.

Работа с динамометрическим ключом
В начале монтажа установите динамометрический ключ в положение, называемое у механиков нулевым. Такое положение – момент, когда показания ключа равны изначальному положению болта. Внимательно посмотрите на цифры в момент начала крепежа, запомните, а лучше запишите.

Медленными и аккуратными движениями начинайте крутить ключ и внимательно следите за показателями, если момент остаётся на том же месте, значит крепеж поддался растяжению. Если момент резко изменяется, значит нужно добиваться движения болта. Резкое увеличение момента говорит о том, что держатель не до конца растянут. Тогда монтаж придётся совершать после стабилизации.
Если же при затяжке момент резко начинает уменьшаться – крепеж деформирован, замена неизбежна.
Езда по проселочным дорогам сразу же после трассы губительно влияет на двигатели отечественных автомобилей. При езде двигатель машины постоянно то нагревается, то остывает, что плохо сказывается на качественном креплении. Болты разбалтываются, что приводит к поломкам, протечкам масла. Резкие перепады температур негативно влияют на правильное крепеление болтов
Ответственно относитесь к замене этой маленькой, но важной детали автомобиля
Вот таблица моментов, которые нельзя превышать при затяжке.
| Резьба | Прочность болта | ||
| 8.8 | 10.9 | 12.9 | |
| М6 | 10Нм | 13Нм | 16Нм |
| М8 | 25Нм | 33Нм | 40Нм |
| М10 | 50Нм | 66Нм | 80Нм |
| М12 | 85Нм | 110Нм | 140Нм |
| М14 | 130Нм | 180Нм | 210Нм |
| М16 | 200Нм | 280Нм | 330Нм |
| М18 | 280Нм | 380Нм | 460Нм |
| М20 | 400Нм | 540Нм | 650Нм |
| М22 | 530Нм | 740Нм | 880Нм |
| М24 | 670Нм | 940Нм | 1130Нм |
| М27 | 1000Нм | 1400Нм | 1650Нм |
| М30 | 1330Нм | 1800Нм | 2200Нм |
| М33 | 1780Нм | 2450Нм | 3000Нм |
| М36 | 2300Нм | 3200Нм | 3850Нм |
| М39 | 3000Нм | 4200Нм | 5050Нм |
| М42 | 3700Нм | 5200Нм | 6250Нм |
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.
Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
Моменты затяжки основных резьбовых соединений
Крепеж головки цилиндров
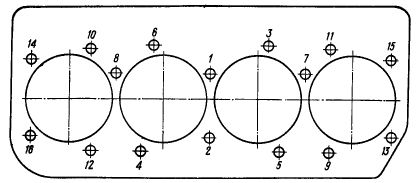
Порядок затяжки болтов крепления головки блока цилиндров.
На рисунке приведен порядок затяжки болтов крепления головки цилиндров. Предварительно установленные болты подтянуть от руки. В дальнейшем болты крепления головки блока цилиндров затягиваются за три приема:
1 прием – болты затянуть моментом 100±10 Н·м (10±1 кгс·м).
2 прием – болты довернуть на 180º±5º.
3 прием – болты довернуть на 90º±5º.
Внимание:
После затяжки болтов крепления головки блока цилиндров, выполненной в три приема, дальнейшего контроля затяжки болтов в эксплуатации не требуется
Резьбовое соединение
Момент затяжки, Н·м (кгс·м)
Крепеж коленчатого вала и шатунно-поршневой группы
Болты крепления крышки коренных подшипников коленчатого вала
Предварительный момент затяжки: 135±15 (13,5±1,5)
Окончательный момент: довернуть болты на 120º±2º
Болты крепления маховика.
Внимание:
Болты используются только 1 раз. Установка болтов второй раз недопустима
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления гасителя крутильных колебаний.
Внимание:
Болты используются только 1 раз
Установка болтов второй раз недопустима.
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления крышки шатуна
Предварительный момент затяжки: 70 ± 5 (7 ± 0,5)
Окончательный момент: довернуть болты 115º±2º
Болты крепления форсунок охлаждения поршней
8 – 10 (0,8 – 1,0)
Крепеж внутри картера маховика
Болты крепления корпуса шестерен
80 — 100 (8,0 – 10,0) с нанесением анаэробного герметика Loctite 518 на фланец
Болты крепления масляного насоса
22 — 25 (2,2 – 2,5)
Болты крепления подшипника распределительного вала
50 – 55 (5 – 5,5)
Болты крепления промежуточной шестерни привода пневмокомпрессора
50 – 55 (5 – 5,5)
Болты крепления картера маховика
Ø10мм: 43 — 55 (4,4 – 5,6)
Ø12мм: 80 — 100 (8,0 – 10,0)
с нанесением герметика Loctite 518 на фланец
Крепеж механизма газораспределения
Болты стоек и оси коромысел
Затяжку производить в три приёма:
1. Завернуть на 2 — 3 оборота;
2. Начиная с середины, последовательно перемещаясь в обе стороны, затянуть моментом 20 — 30 (2,0 — 3,0);
3. Начиная слева, последовательно перемещаясь вправо дотянуть моментом 73,54 ± 4,9 (7,5 ± 0,5)
Регулировочные гайки коромысел
50 – 55 (5 – 5,5)
Крепеж топливной аппаратуры
Гайка крепления шестерни привода топливного насоса
195 ± 5 (19,5 ± 0,5)
Болты крепления топливного насоса высокого давления
50 — 55 (5,0 – 5,5)
Болты крепления рампы
45 ± 2 (4,5 ± 0,2)
Болты крепления скоб форсунок в головке цилиндров
Предварительный момент затяжки: 16±1 (1,6± 0,1)
Окончательный момент: довернуть болты на 95º±2º
Гайка штуцера форсунки в головке блока цилиндров
Предварительный момент затяжки: 5 (0,5)
Окончательный момент затяжки: 55 ± 1 (5,5 ±0,1)
Гайки крепления топливопроводов к рампе и штуцеру форсунки
25+8 (2,5+0,8)
При течи топлива затянуть максимальным моментом 50 (5,0)
Болты крепления фильтра тонкой очистки топлива
22 – 25 (2,2 – 2,5)
Болты крепления блока электронного управления
8 – 10 (0,8 – 1,0)
Крепеж крышки головки цилиндров и масляного картера
Болты крепления крышки головки цилиндров
8 – 10 (0,8 – 1,0)
Болты крепления картера масляного
22 — 25 (2,2 ± 2,5) с нанесением герметика Loctite 518 на фланец
Пробка сливного отверстия масляного картера
70 ± 14 (7,0 ± 1,4)
Крепеж навесных агрегатов
Болты крепления кронштейна генератора
50 – 55 (5,0 -5,5)
Болты крепления генератора на кронштейне
50 – 55 (5,0 -5,5)
Болты крепления кронштейна компрессора кондиционера
50 – 55 (5,0 -5,5)
Болты крепления компрессора кондиционера на кронштейне
22 – 25 (2,2 – 2,5)
Болты крепления натяжных роликов
50 – 55 (5,0 -5,5)
Болты крепления пневмокомпрессора
Ø10мм: 50 — 55 (5,0 – 5,5)
Ø14мм: 140 — 160 (14 – 16)
Болты крепления насоса гидроусилителя руля
50 – 55 (5,0 -5,5)
Гайки крепления стартера
80 – 100 (8 – 10)
Болты крепления распределительной водяной трубы на головке
22 – 25 (2,2 – 2,5)
Болты крепления сервисного модуля
22 – 25 (2,2 – 2,5)
Болты корпуса привода вентилятора
Ø 8мм: 22 — 25 (2,2 – 2,5)
Ø10мм: 50 — 55 (5,0 – 5,5)
Болты крепления предпускового электроподогревателя воздуха
22 – 25 (2,2 – 2,5)
Болты рымов двигателя
140 – 160 (14 – 16)
Крепеж выпускного тракта
Болты крепления выпускного коллектора
Предварительный момент затяжки: 20 (2,0)
Окончательный момент затяжки: 50- 55 (5,0 – 5,5)
Гайки крепления турбокомпрессора на выпускном коллекторе
50 — 55 (5,0 – 5,5)
Гайки крепления заслонки моторного тормоза
50 — 55 (5,0 – 5,5)
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Подготовка стягиваемой поверхности блока и головки.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии
При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов. Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Установка прокладки и гбц на блок.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Поршневая группа двигателя Д 240
Для ремонта 4-цилиндровых тракторных двигателей МТЗ выпускаются специальные поршнекомплекты, состоящие из:
- чугунной гильзы;
- набора поршневых колец (включая 3 компрессионных и маслосъемное);
- пальца для установки поршня на шатуне;
- поршня;
- набора стопорных колец для фиксации пальца;
- уплотнительных резиновых прокладок, предотвращающих просачивание охлаждающей жидкости в щели между гильзой и блоком.
Стоимость набора зависит от производителя запасных частей. Например, цена комплекта МДК (изготовитель «МД Конотоп») составляет 2 тыс. руб., аналогичный набор от обойдется в 3,5 тыс. руб. Существуют отдельные наборы поршневых колец, включающие детали для 4-цилиндрового мотора в сборе или для 1 цилиндра. Приобрести в Москве кольца возможно за сумму 860-2400 руб. (зависит от состава набора).
Головка блока цилиндров МТЗ-80, Головка блока цилиндров Д-240. ГБЦ трактора МТЗ-80, МТЗ-82 (Д-240) с клапанами 240-1003012-А1

Головка блока цилиндров трактора МТЗ представляет собой монолитный чугунный корпус со специальными внутренними отверстиями и плоскостями (выпускными и впускными каналами) в которых установленны клапана. Так же голвка блока МТЗ участвует в охлаждении двигателя (теплоотводе) ведь в ней по внутренним каналам протекает специальное охлаждающее вещество. По своей сути любая головка блока цилиндров (не обязательно Д-240 МТЗ) является одной из основных составных частей двигателя внутреннего сгорания, и учавствует во многих процессах мотора.
В первую очердь головка блока МТЗ-80 — это крышка самого блока цилиндров двигателя Д-240, а так же составная часть газораспределительного механизма (ГРМ). Так же головка блока цилиндров Д-240 (МТЗ-80) принимает участие в процесе подвода смазочных материалов, охлаждающей жидкости и в построении самой камеры сгорания.
Данная головка блока цилиндров трактора МТЗ с двигателем Д-240 имеет несколько разных модификаций, суть отличия которых заключается в системе смазки. Так например существует головка блока Д-240 МТЗ с трубчатой системой смазки, а так же головка блока МТЗ Д-240 с системой смазки через коромысло и универсальная, которую можно поставить на любой двигатель Д-240 не зависимо от системы смазки.
| Технические характеристики головки блока Д-240 (МТЗ) | |
| Состояние | Новый |
| Страна производитель | Украина |
| Завод производитель | Гидро-Спец-Маш |
| Каталожный номер | 240-100391-А1 |
| Комплектность | в сборе (полная комплектация) притёртая |
| Гарантия | 6 месяцев |
| Вид двигателя | Д-240, Д-243 |
| Применяемость на технике | тракторы МТЗ |
| Материал запчасти | Чугун |
| Доставка | Отправка в день заказа без предоплаты по всей Украине (Новая Почта, Интайм, САТ) |
Фото анимация головка блока Д-240 МТЗ
Купить новую головку блока Д-240 МТЗ вы можите у нас, позвонив по номеру (097)056-05-93 и оформив устный заказ у менеджера. Отправляем головку блока МТЗ-80 непосредственно в день заказа, и абсолютно без предоплат, ведь мы уверенны в нашем товарею. Данная головка блока является абсолютно новой, все запчасти (седла, клапана итд) так же абсолютно новые и имеют белорусское происхождение. Ни одной китайской или индийской запчасти на ней НЕТ. Так же на корпус головки блока МТЗ мы ставим фирменное клеймо, и выписываем письменную гарантию с печатью фирмы.
Головка цилиндров МТЗ Д-240 устанавливается на блок цилиндров и крепится при помощи шестнадцати шпилек. Гайки шпилек закручиваются динамометрическим ключом в определенном порядке. Между поверхностями головки Д-240 и блока размещается специальная асбостальная прокладка. Внутренняя полость головки МТЗ выполняет роль водяной рубашки. Охлаждающая жидкость, поступающая из блока цилиндров, направляется по каналам к более нагревающимся местам: перемычкам между форсунками и клапанами. На верхнюю части головки цилиндров МТЗ-80 устанавливаются механизм клапанов и крышка головки, к которой присоединяется колпак крышки с сапуном и впускной коллектор. В нижней части головки блока Д-240 размещены гнезда для выпускных и впускных клапанов. Над этими гнездами в каналы запрессованы направляющие втулки клапанов.
Последовательность затяжки головки блока Д-240 МТЗ
Сборочная схема головки блока двигателя Д-240 (МТЗ)
Установка головки цилиндров
Головку цилиндров устанавливайте на двигатель в последовательности, обратной снятию. Перед установкой головки залейте в цилиндры по 30 г дизельного масла ГОСТ 8581-78. Новые прокладки головки цилиндров, колпака и крышки головки цилиндров смажьте с двух сторон графитовой пастой, состоящей из 40% графитового порошка и 60 % дизельного масла.
Затяжку гаек шпилек или болтов крепления головки цилиндров производите в несколько приемов (не более чем на 1…2 грани) в последовательности, указанной на рис. 2.4. Окончательную затяжку производите динамометрическим ключом. Момент окончательной затяжки гаек 19…21 кгс•м (190…210 Н•м) для Д-243 и 16…18 кгс•м (160…180 Н•м) для Д-240.
Дизели Д-245.7Е3, Д-245.9Е3, Д-245.30Е3, Д-245.35Е3. Руководством по эксплуатации и ремонту силовых агрегатов.
1. Описание и работа
1.1. Назначение дизеля и технические характеристики.
1.1.1. Состав дизеля.
1.1.2. Устройство и работа дизеля.
1.1.3. Маркировка и упаковка дизеля.
1.2. Описание и работа составных частей дизеля, механизмов, систем и устройств.
1.2.1. Корпус и механизмы.
1.2.2. Системы. Система смазки.
1.2.3. Системы. Система питания.
1.2.3.1. Топливный насос высокого давления(ТНВД).
1.2.3.2. Топливный аккумулятор, воздухоподводящий тракт.
1.2.3.3. Форсунка.
1.2.3.4. Фильтры.
1.2.4. Системы. Система охлаждения.
1.3.1. Устройства необходимые для эксплуатации дизеля.
2. Использование и назначение
2.1. Эксплуатационные ограничения, подготовка дизеля к использованию.
2.2. Использование дизеля.
2.3. Возможные неисправности и методы их устранения.
2.3.1. Таблица блинк-кодов (7 частей).
2.3.2. Таблица неисправностей и способов их устранения (6 частей).
2.4. Безопасность при эксплуатации и экстремальные ситуации, хранение, утилизация.
3. Техническое обслуживание
3.1. Техническое обслуживание дизеля.
3.1.1. Системы охлаждения и смазки дизеля.
3.1.2. Система питания и воздухообеспечения дизеля.
3.1.3. Головка блока цилиндров, клапана, стартер, генератор, компрессор, турбокомпрессор.
3.1.4. Натяжка ремней привода дополнительного оборудования.
4. Текущий ремонт
4.1. Текущий ремонт. Основные указания по ремонту дизеля.
4.1.1. Замена поршневых колец и притирка клапанов.
4.1.2. Разборка и сборка водяного насоса, сцепления.
5. Приложение
5.1. Химмотологическая карта.
5.2. Идентификация неисправностей дизеля и турбокомпрессора.
5.3. Размерные группы, номинальные размеры деталей, регулировочные параметры.
5.4. Синхронизация импульсных колёс коленчатого вала и вала редуктора привода ТНВД.
5.5. Структурная электрическая схема ЭУД.
5.6. Средства измерения и строповка.
Автофорум
РАЗМЕРНЫЕ ГРУППЫ ГИЛЬЗ ЦИЛИНДРОВ И ПОРШНЕЙ
Таблица В.1
Маркировка группы
Диаметр гильзы, мм
Диаметр юбки поршня, мм
Б
110+0,06+0,04
110-0,05-0,07
С
110+0,04+0,02
110-0,07-0.09
М
110+0,02
110-0,09-0,11
В комплект на один дизель подбирают поршни, шатуны и поршневые пальцы одинаковой весовой группы, разновес шатунов в комплекте с поршнями не должен превышать 30 г.
НОМИНАЛЬНЫЕ РАЗМЕРЫ КОРЕННЫХ И ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА
Дизели Д-245.7Е3, Д-245.9Е3, Д-245.30Е3
Таблица В.2
Обозначение номинала вкладышей
Диаметр шейки вала, мм
коренной
шатунный
1Н
75,25-0,082-0,101
68,25-0,077-0,096
2Н
75,00-0,082-0,101
68,00-0,077-0,096
Дизель Д-245,35ЕЗ
Таблица В.3
Обозначение номинала вкладышей
Диаметр шейки вала, мм
коренной
шатунный
1Н
85,25-0,085-0,104
73,00-0,100-0,119
2Н
85,00-0,085-0,104
72,75-0,100-0,119
Коренные и шатунные шейки и вкладыши подшипников коленчатого вала изготавливаются двух номинальных размеров.
Коленчатые валы, шатунные и коренные шейки которых изготовлены по размеру второго номинала, имеют на первой щеке дополнительное обозначение:
- «2К» — коренные шейки второго номинала;
- «2Ш» — шатунные шейки второго номинала;
- «2КШ» -коренные и шатунные шейки второго номинала.
РЕГУЛИРОВОЧНЫЕ ПАРАМЕТРЫ ДИЗЕЛЯ
Таблица Г.1
Наименование
Ед. измер.
Значение
номин.
допус.
1. Давление масла в системе (на прогретом дизеле) при номинальной частоте вращения коленчатого вала
МПа
0,25 — 0,35
0,13
2.Рекомендуемая температура охлаждающей жидкости (тепловой режим)
°С
85-95
100
3.Натяжение ремней
Смотри п.3.1.4. Дизели Д-245.7Е3, Д-245.9Е3, Д-245.30Е3, Д-245.35Е3. Руководство по эксплуатации. Техническое обслуживание дизеля и его составных частей. Натяжка ремней привода стартера, компрессора, генератора, водяного насоса
4.Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеле для впускных и вьпускных клапанов:
а) для впускных клапанов
мм
0,25+0,05-0,10
0,15-0,30
б) для выпускных клапанов
0,45+0,05-0,10
0,35-0,50
5. Момент затяжки основных резьбовых соединений:
— болтов коренных подшипников
Н.м
210-230
— гаек болтов шатунных подшипников
180-200
— болтов крепления головки цилиндров
210-230
— болтов крепления маховика
240-260
— болтов крепления противовеса
120-140
— болтов скоб и накладок крепления форсунок
20-25
— болтов штуцеров дренажного топливопровода форсунок
15-20
-болтов поворотных угольников топливопроводов низкого давления
25-40
— зажимных гаек топливопроводов высокого давления со стороны:
-форсунок
20-30
-рейла
40-70
— болта шкива коленчатого вала
270-300
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
Как Отрегулировать Клапана На Мтз 80
Как отрегулировать клапаны на МТЗ-80 и МТЗ-82
Регулировка клапанов трактора МТЗ-80 и его аналогов (МТЗ-82) — составная и принципиальная задачка при техническом обслуживании системы газораспределения дизеля и после его ремонта. Эти деяния позволяют сделать лучше работу мотора, уменьшить расход горючего, повысить мощность и КПД.
Почти все находится в зависимости от режима и критерий эксплуатации трактора. Высококачественная работа дизеля отражается на его долговечности и надёжности. При насыщенной эксплуатации движок и его составные части получают существенную нагрузку.
как отрегулировать клапана или зажигание на тракторе МТЗ 82 клапана ЯМЗ 236. Она отражается на геометрии многих деталей. Клапана и остальные элементы газораспределительного механизма подвергаются тепловой нагрузке (сильному нагреву), механическим и динамическим перегрузкам.
Вибрация, неизменное движение, перепады температуры.
работ
Весь смысл операции состоит в получении подходящих зазоров меж бойками коромысел и торцами стержней регулируемых клапанов. При всем этом следует точно подтянуть болты крепления цилиндров. Как заменить и отрегулировать рабочий цилиндр на Газель?.
Следует держать в голове, что регулировка клапанов трактора МТЗ-82 (и предшественника МТЗ-80) должна производиться в чёткие промежутки времени. Поначалу, конкретно после процедуры обкатки, а позже следующие 480 часов определенной эксплуатации.
Неважно какая разборка цилиндров в следующее время предполагает подобные деяния. Очевидным признаком критической опции может служить стук клапанов
Тогда создают внеплановую регулировку.
При ухудшении свойства работы мотора, возникновения задымлённости канителить с проверкой клапанов не стоит!
Очерёдность работ
При наличии простых технических способностей, познания устройства мотора, умения обращаться с обычным слесарным инвентарем, эту регулировку можно выполнить без помощи других. Но главное — строго соблюдать очерёдность действий.
Начинать регулировку нужно с изготовления доступности к крышке головки блока цилиндров. Регулировка клапанов МТЗ 80 проводится на тракторе МТЗ 80 после того, как он пройдет обкатку, а в дальнейшем, в процессе работы, после 500 часов его “наезда”.
При этом поршень первого цилиндра обязан быть в положении ВМТ (верхняя мёртвая точка), а его клапаны плотно прижаты (другими словами — закрыты).
Регулювання клапанів на МТЗ-80/82
Регулировка клапанов двигателя д-240 трактора мтз—80-82 а также смд14-21.
На винте для регулировки необходимо ослаблять контргайку нужного клапана, а после, вкручивая или выкручивая винт, выставляют требуемый по щупу зазор между бойком и торцом. Щуп — это мерка, шаблон с определённым значением величины.
Ведь измерить зазор другим, примитивным способом в данных условиях нереально. Выполнив регулировку зазора, надо очень крепко закрутить контргайку и сделать контрольную проверку щупом величины зазора. При этом необходимо прокручивать штангу.
Разумеется, клапаны надо подвергать регулировке в строгой очерёдности по формуле работы цилиндров в двигателе. Как отрегулировать клапана трактора МТЗ-80, перед регулировкой клапанов на прогретом. Первый, третий, четвёртый, второй. Это делают при помощи вращения коленчатого вала на половину оборота, причём по часовой стрелке!
Дополнительные наставления
Запрещается закручивать гайки быстро, туго и резкими движениями. Это делается спокойно и равномерно, в несколько заходов
Важно давать возможность и свободу для перемещения закручиваемых элементов. Так проще правильно выставить их положение
Зазор клапанов МТЗ-82 на непрогретом двигателе должен Как отрегулировать клапана МТЗ-82
Закручивать крепёж важно на тёплом двигателе. Как отрегулировать карбюратор своими Как выставить обороты холостого хода на ВАЗ 2107
Существует схема очерёдности затяжки болтов головки блока цилиндров. Её можно посмотреть в руководстве по регулировке газораспределительного механизма.
Эта схема позволяет произвести затяжку качественно, обеспечив идеальную герметичность двигателю.
Приведённый выше пример описывает самый простой способ регулировки клапанов двигателя. Существуют и альтернативные методы. Например, двукратный метод. Вам понадобится помощник, так как будет необходимо нажимать педаль сцепления и проворачивать маховик, сверяя положение меток, сделанных специально для этой цели.
Помните главное — техника любит уход, заботу, интеллектуальный подход и бережное отношение!